Die Rohrbiegung ist ein komplexer Prozess. VGP3D verwaltet für den Bediener die üblichen Biegeprobleme, um korrekte Teile und im Laufe der Zeit wiederholbare Teile zu erhalten.
Hier sind einige der häufigsten Probleme, die beim Rohrbiegen auftreten, und wie VGP3D sie lösen kann:
- Kann ich die erforderliche Zeit für den Werkzeugwechsel reduzieren?
- Wie kann ich bei der Anfertigung eines neuen Musters schneller sein?
- Kann ich den genauen Biegewinkel auch ohne Erfahrung schnell erhalten?
- Wie erhaltet man gerade Abschnitte zwischen den Kurven mit der richtigen Länge?
- Kann ich die Biegekoordinaten wiederverwenden, wenn ich nur den Durchschnittsradius wechsle?
- Wird sich mein Bediener daran erinnern, die Schweißnaht zu orientieren?
- Habe ich das richtige Werkzeug für dieses Teil im Lager?
- Kann ich die Produktion auf der Maschine bedenkenlos anlaufen lassen?
- Wie kann ich ein Rohr mit Flanschen und Endumformungen in Sicherheit biegen?
- Wie kann ich schnell vom 3D-Modell auf das Teileprogramm wechseln?
- Kann ich das endgültige Teileprogramm in eine CAD-Datei exportieren?
 Die Rohrbiegung ist ein komplexer Prozess. VGP3D verwaltet für den Bediener die üblichen Biegeprobleme, um korrekte Teile und im Laufe der Zeit wiederholbare Teile zu erhalten.
Die Rohrbiegung ist ein komplexer Prozess. VGP3D verwaltet für den Bediener die üblichen Biegeprobleme, um korrekte Teile und im Laufe der Zeit wiederholbare Teile zu erhalten.
1. Werkzeug der Rohrbiegemaschine: Kann ich die erforderliche Zeit für den Werkzeugwechsel reduzieren?
Die Qualität der Werkzeugausstattung für das Rohrbiegen ist ebenso wichtig wie die der Maschine, um ein gutes Ergebnis zu erzielen.
Die Größenreduzierung der Fertigungslose erfordert das immer häufigere Umrüsten der Rohrbiegemaschine, manchmal auch mehrmals an einem Tag.
In der Montagephase eines neuen Biegewerkzeuges in die Maschine muss der Bediener die erforderlichen Setup-Verfahren ausführen: die geometrische Ausrichtung der Komponenten, die Einstellung der Schubkräfte der Spindel und das Anzugsmomente der Spannbacke, der Spannzange und des Schlittens.
Diese Verfahren sind grundlegend, um die Rohrbiegung auszuführen, ohne das Teil zu beschädigen, und vermeiden das Hinterlassen von Zeichen des Spannblocks oder etwaigen Spuren von Fluchtungsfehlern auf seiner Oberfläche.
Auch bei Anwesenheit eines erfahrenen Bedieners kann die manuelle Einstellung dieser Parameter viel Zeit erfordern, speziell in weniger modernen CNC-Modellen sowie auch in hydraulischen Rohrbiegemaschinen.
VGP3D speichert im Teileprogramm alle Setup-Parameter der Werkzeuge: Position der Achsen, Anzugsmoment usw. und annulliert die Zeiten, die vorher für ihre manuelle Einstellung notwendig waren.
Falls das Werkzeug vorher niemals verwendet wurde, kann VGP3D automatisch die Arbeitsposition der Spannbacke, Gleitschiene und Zange durch den automatischen Kalibrierzyklus der Werkzeuge erhalten.
Um die erforderliche Umrüstzeit zu reduzieren, ist auch die Konstruktionsmechanik der Werkzeugs Halterung grundlegend. In den Rohrbiegemaschinen der BLM GROUP ermöglicht das Werkzeugschnellwechselsystem, die notwendige Zeit für den Bediener beim Ein- und Ausbau neuer Werkzeuge deutlich zu reduzieren.
2. Prototypherstellung: Wie kann ich bei der Anfertigung eines neuen Musters schneller sein?
Auf dem heutigen Markt konfrontieren sich die Hersteller immer mehr mit dem Bedürfnis, Prototypen oder kleine kundenspezifische Fertigungslose auf Anforderung des Kunden gemäß dem Make-to-Order-Prinzip herzustellen.
Bei der Rohrbiegung führt die neue anzufertigende Teilegeometrie sowohl hinsichtlich der prozentualen Verlängerung als auch der elastischen Rückkehr zu einem anderen Materialverhalten.
Im Falle der hydraulischen Rohrbiegemaschinen oder der alten CNC-Rohrbiegemaschinen wird die Bearbeitung des Teils durch mehrere Versuche ausgeführt, bis nach einer bestimmten Zeit und dementsprechendem Materialeinsatz das gewünschte Ergebnis erzielt wird.
Dank der im Modell enthaltenen Informationen erkennt VGP3D das Materialverhalten auch, wenn die Teilegeometrie geändert wird.
Im Modell werden nämlich alle Informationen über die Maschine, das Werkzeug und vor allem das Rohrverhalten gespeichert, egal in welcher Form das Rohr gestaltet wird, sowohl mit festem als auch mit variablem Radius.
Auf diese Weise kann die Form des Teils in Intervallen von wenigen Minuten geändert werden, gerade zur rechten Zeit, um die Zeichnung des Kunden zu importieren oder die neuen Koordinaten einzugeben, wobei immer das erste Teil richtig erhalten wird.
Der Kunde kann sogar während der Prototypherstellung anwesend sein, ggf. Änderungen anbringen und aktiv an der Definition der neuen Zeichnung teilnehmen.
3. Elastische Rückkehr: Ist Erfahrung erforderlich, um den genauen Biegewinkel zu erhalten?
In jedem Phänomen der plastischen Umformung wird Energie freigesetzt, die auf das Teil übertragen wird, um seine Form zu ändern, die unvermeidlich in Form von elastischer Energie gespeichert wird. Wenn die Umformungskraft abnimmt, wird diese Energie freigegeben, und das Teil tendiert dazu, die Originalform teilweise zurückzugewinnen.
In der Biegung ist dieses Phänomen die Ursache für die elastische Rückkehr des gebogenen Rohres: Wenn ein bestimmter Biegewinkel erreicht wird, öffnet sich der Winkel wieder etwas, nachdem die Kraft abgenommen hat.
Die Größe der elastischen Rückkehr ist kein fester Wert, sondern hängt von vielen Faktoren ab, darunter dem Biegewinkel, dem Rohrdurchmesser, der Stärke usw.
Normalerweise findet der Bediener durch mehrere Versuche den genauen Wert, um den jeder Biegewinkel erhöht werden muss, um das richtige Ergebnis zu erhalten.
Die Erfahrung ist in diesem Fall wesentlich, um die Anzahl der Versuche sowie die Zeit und die Ausschüsse zu reduzieren
.
Durch die Messung der elastischen Rückkehr für drei verschiedene Biegewinkel ist VGP3D in der Lage, mit B_Tools die Größe der elastischen Rückkehr des Rohres für jeden Biegewinkel zu berechnen.
Nachdem das Verhalten des Rohres bekannt ist, wird dieses mit dem Teileprogramm gespeichert und wird in Zukunft verwendbar, egal, welche die anzufertigende Form ist, um sofort das erste Teil richtig zu erhalten, ohne Versuche ausführen zu müssen.
 VGP3D ist in der Lage, die korrekten Koordinaten zu berechnen, mit der die Biegung ausgeführt werden muss, um die elastische Rückkehr und die Verlängerung des Materials auszugleichen.
VGP3D ist in der Lage, die korrekten Koordinaten zu berechnen, mit der die Biegung ausgeführt werden muss, um die elastische Rückkehr und die Verlängerung des Materials auszugleichen.

4. Materialdehnung: Wie können gerade Abschnitte zwischen den Kurven mit der richtigen Länge erhalten werden?
Ein Rohr behält nach der Biegung niemals die anfängliche Länge bei.
Die Biegung verursacht eine Materialdehnung, d. h. nicht nur die Gesamtlänge, sondern auch die Länge jedes geraden Teils zwischen den Biegungen wird länger als das Idealmodell sein.
Zu diesem Phänomen fügt sich die Wirkung der elastischen Rückkehr hinzu, die eine Erhöhung des Durchschnittsradius der Biegung verursacht.
Wenn die Rohrdehnung daher einerseits die geraden Teile verlängert, reduziert die elastische Rückkehr diese, zwei entgegengesetzte Wirkungen, die die Abmessungen des Endteils verändern.
Normalerweise ist die einzige Lösung die Erfahrung des Bedieners, der es durch Proben und Versuche schafft, das Teil mit den korrekten Abmessungen zu erhalten.
Dank B_Tools berechnet VGP3D die Verlängerung jedes geraden Teils und korrigiert die Koordinaten des Teils, sodass das erste Teil richtig ist, ohne dass Versuche ausgeführt werden müssen.
Folglich berechnet VGP3D auch die Gesamtverlängerung und zeigt dem Bediener das genaue Maß an, an dem das zu biegende gerade Rohr geschnitten werden muss, damit die Teilenden die genaue Länge haben.
Diese letzte Information ist sehr nützlich für die Materialersparnis, insbesondere wenn sich die Fertigungslose schnell ändern
.
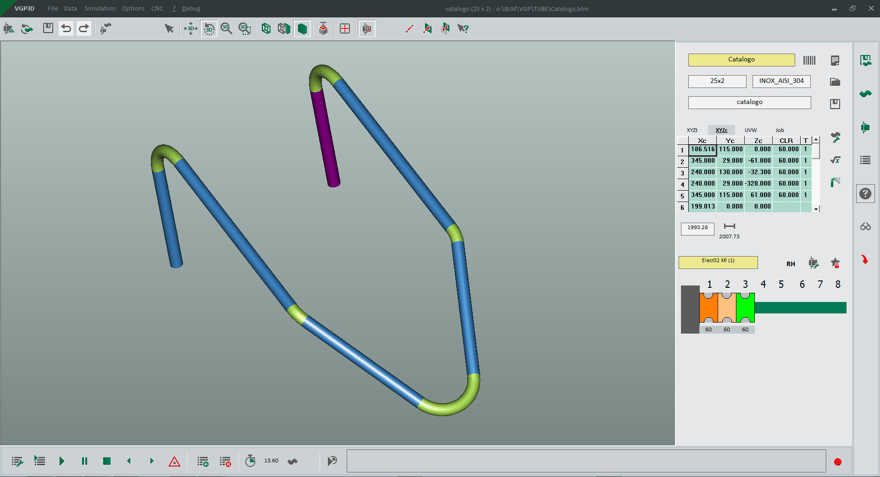
5. Biegekoordinaten und kartesische Koordinaten: Was geschieht, wenn ich den Durchschnittsradius wechsle?
Es passiert manchmal, dass der erforderliche Durchschnittsradius in der Zeichnung des Teils, die dem Kunden gesendet wurde, unter den verfügbaren Werkzeugen nicht vorhanden ist.
In den meisten Fällen akzeptiert der Kunde, seinen Wert gemäß der Verfügbarkeit des Werkzeuglagers des Herstellers innerhalb von bestimmten Grenzwerten zu ändern.
Wo eine Änderung des Durchschnittsradius erfolgt, müssen die Biegekoordinaten dennoch ihrerseits geändert werden, um die Endabmessungen des Teils zu beachten.
VGP3D ermöglicht es, gleichermaßen mit kartesischen Koordinaten (die Position im Raum der Schnittpunkte der geraden Teile des Teils) oder mit Biegekoordinaten (Länge des geraden Teils, Drehung der Biegefläche, Biegewinkel) zu arbeiten, und im Falle einer Änderung des Durchschnittsradius führt sie wie für einen beliebigen anderen Wert sofort die Änderung im anderen System aus
Auf diese Weise kann die Änderung des Durchschnittsradius in null Zeit ausgeführt werden
.
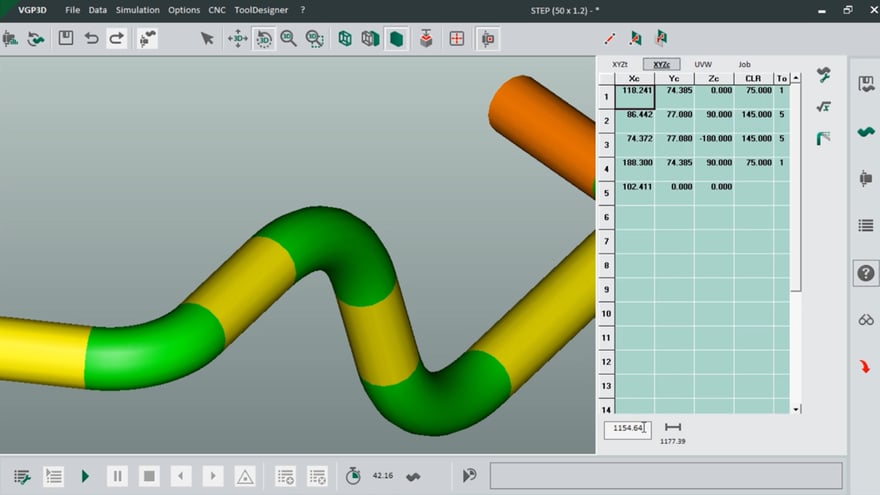 Gebogenes Rohr und entsprechende Koordinaten auf VGP3D.
Gebogenes Rohr und entsprechende Koordinaten auf VGP3D.
6. Wird sich mein Bediener daran erinnern, die Schweißnaht zu orientieren?
Die Orientierung der Schweißnaht in der Biegephase ist ein weiterer Aspekt, der die Reaktion des Rohres auf die Umformung beeinflusst.
Der Schweißprozess ändert nämlich lokal die Eigenschaften des Metalls. Ob die Position der Schweißnaht sich auf uf der Innenfläche, auf der Außenfläche oder auf der neutralen Linie der Biegung befindet wird er die elastische Rückkehr des Rohres auf unterschiedliche Art und Weise beeinflussen.
Um wiederholbare Ergebnisse zu erhalten, ist es daher erforderlich, die Bearbeitung mit der Schweißnaht immer in der gleichen Position zu beginnen.
Dem Bediener die korrekte Ausrichtung der Schweißnaht anzuvertrauen, stellt zwei Probleme da, die beide mit dem menschlichen Versagen zurückzuführen sind und zur Aussonderung des hergestellten Teils führen:
- Der Bediener vergisst, die Schweißnaht zu Beginn der Bearbeitung zu orientieren.
- Müdigkeitsbeding, richtet er die Schweißnaht nicht mehr mit der gleichen Genauigkeit aus.
Durch die Verbindung mit dem Loch- und Schweißnahterkennungssensor ist VGP3D in der Lage, das Rohr automatisch am Anfang jedes Teils zu orientieren und die Ausrichtungsgenauigkeit im Laufe der Zeit konstant zu halten.
Mit dem gleichen Sensor ist es für VGP3D möglich, etwaige Bohrungen oder auch Markierungen am Rohr zu finden und zu orientieren, sodass sie immer richtig am Endteil positioniert werden.
 Loch- und Schweißnahterkennungssensor auf CNC-Rohrbiegemaschinen mit Rechts- und Linksbiegung im Prozess E-TURN.
Loch- und Schweißnahterkennungssensor auf CNC-Rohrbiegemaschinen mit Rechts- und Linksbiegung im Prozess E-TURN.
Entdecken Sie mehr über den Einfluss der Schweißnaht in den Biege- und Schneideprozessen des Rohres
7. Machbarkeitsanalyse: Habe ich das notwendige Werkzeug im Lager?
Nach der Sendung der Zeichnung will der Kunde in kurzer Zeit die Stückkosten und die Produktionszeit wissen.
Die Verfügbarkeit der Biegewerkzeuge spielt hierzu eine grundlegende Rolle. Um schnell mit einem Kostenvoranschlag zu antworten, ist es notwendig zu wissen, ob das Werkzeug im Lager vorhanden ist, ob es vollständig ist, ob es schon auf anderen Maschinen verwendet wird und in welchem Zustand es sich befindet.
Wenn jemand viele Werkzeuge hat, kann es kompliziert sein, diese Informationen in kurzer Zeit zu erhalten, zumal, weil, wenn ein Werkzeug nicht verfügbar ist, das Teil mit einem ähnlichen Werkzeug angefertigt werden könnte, vielleicht mit einem etwas anderen Durchmesser oder Durchschnittsradius, und das erhöht die Anzahl der zu berücksichtigenden Werkzeuge.
.
Um das Problem zu beheben, hat BLM GROUP Tool Room entwickelt: Software-Suite für die Verwaltung der Biegewerkzeuge.
Der Benutzer greift auf Tool Room direkt von VGP3D zu.
Auf der Basis des programmierten Teils führt Tool Room die Suche der Biegewerkzeugsätze im Lager aus, und wenn sie nicht verfügbar sind, schlägt es alternative Werkzeuge vor, die in der Lage sind, das Teil mit kleinen geometrischen Unterschieden anzufertigen.
Dank Tool Room kann der Benutzer auch kontrollieren, ob das Werkzeug schon auf anderen Maschinen verwendet wird, und wenn es nicht verwendet wird, seine Entnahme aus dem Lager anfordern.
Wenn das Werkzeug nicht existiert und es nicht möglich ist, andere ähnliche Werkzeuge zu verwenden, ermöglicht es der Service Tool Designer dem Benutzer, die Konstruktionszeichnungen der notwendigen Biegewerkzeuge herunterzuladen.
Die Zeichnungen zu erhalten, ist ein Prozess, der mit Tool Designer nur wenige Minuten erfordert. Nach ihrem Erhalt ist es möglich, einen Kostenvoranschlag für die Konstruktion der Biegewerkzeuge zu erstellen und dem Kunden hinsichtlich der Kosten und Ausführungszeiten des erforderlichen Teils zu antworten.
8. Kollisionsrisiko: Kann ich die Produktion auf der Maschine wirklich bedenkenlos anlaufen lassen?
Durch die Arbeit mit den alten CNC- oder hydraulischen Rohrbiegemaschinen ist es notwendig, das erste Teil mit reduzierter Geschwindigkeit zu biegen und konstant zu kontrollieren, ob Kollisionen vorhanden sind und dabei die Hand auf der Stopptaste zu halten, um die Maschine bei Bedarf umgehend zu blockieren.
VGP3D ermöglicht es, die Abwesenheit von Kollisionen bei der Rohrbiegung dank einer getreuen Simulation des gesamten Arbeitszyklus mit Ladung und Entladung zu prüfen.
Bei der Simulation werden jede Komponente der Maschine, des Werkzeuges, der Ladevorrichtung und etwaige zusätzliche Elemente wie Zubehör, Förderbänder usw. getreu modelliert.
Das gibt die Sicherheit, effektiv das zu beobachten, was während des Arbeitszyklus erfolgt.
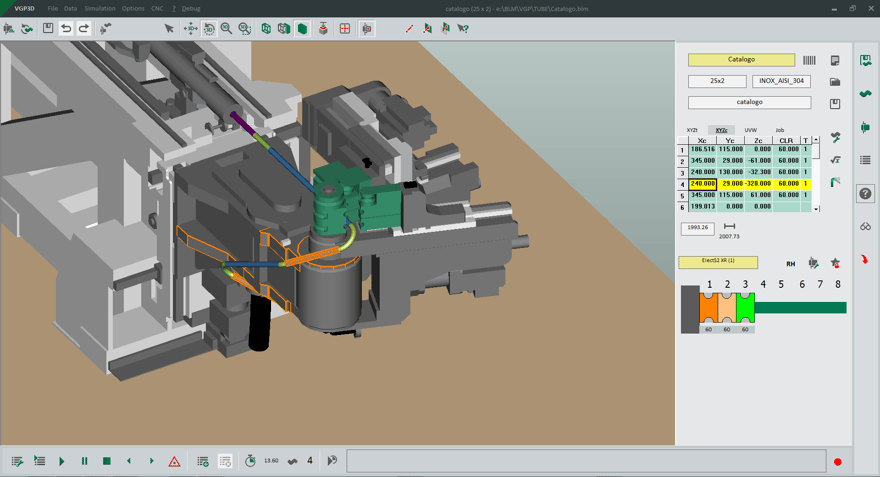 Simulation eines Biegezyklus auf VGP3D mit Markierung der Kollision.
Simulation eines Biegezyklus auf VGP3D mit Markierung der Kollision.
9. Rohr mit Flanschen oder Endumformungen: Wie kann ich es in Sicherheit biegen?
Es geschieht häufig, vor allem in Branchen wie Automotive, HVAC, Industriefahrzeuge, Luft- und Raumfahrt, wo das Rohr die Aufgabe des Flüssigkeits- oder Gastransports hat, dass a Flansche oder Endumformungen vorhanden sind, die für die Montage erforderlich sind.
Diese Elemente können hinsichtlich des Sperrbereiches ein Problem darstellen, wenn sie in der Biegephase riskieren, mit der Maschine oder dem Werkzeug zu kollidieren.
Auch hier muss die Kontrolle wie im vorhergehenden Fall ausgeführt werden, es sei denn, der Bediener verfügt über eine Simulation des Arbeitszyklus.
Dank der Funktion B_3D_Part ermöglicht es VGP3D, das 3D-Modell des zusätzlichen Elements des Rohres zu importieren: Flansch, Endumformung o. a. und es währen der gesamten Simulation des Arbeitszyklus zu zeigen und den Bediener auf eine mögliche Kollision hinzuweisen.
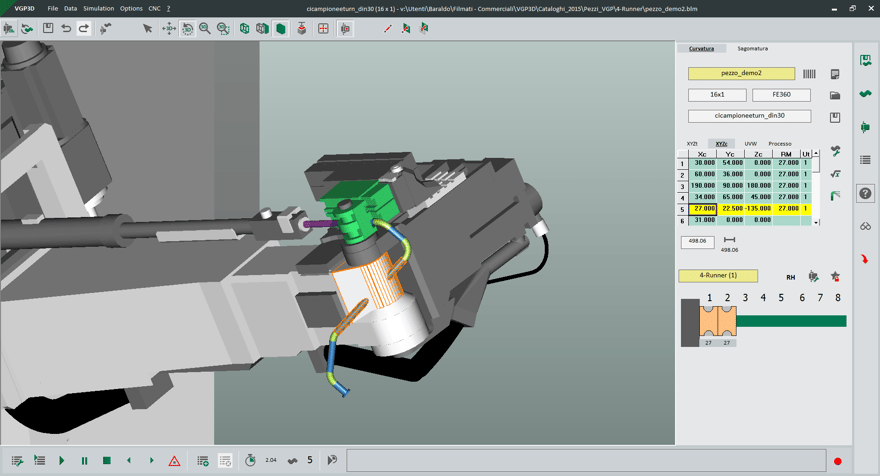 Simulation des Biegezyklus eines auf VGP3D umgeformten Rohres.
Simulation des Biegezyklus eines auf VGP3D umgeformten Rohres.
10. Ich habe eine Baugruppe, die aus mehreren rohrteilen besteht in STEP oder IGES. Wie kann ich schnell in Produktion gehen?
In den hydraulischen oder in den alten CNC-Rohrbiegemaschinen verbringt der Bediener viel Zeit mit der Vorbereitung des Teileprogramms.
Eine der zeitaufwendigsten Tätigkeiten ist die Umwandlung der Zeichnungsmaße in Biegekoordinaten.
Dank B_Import ermöglicht VGP3D den Import der STEP- oder IGES-Datei des Teils und erhält daraus automatisch die Biegekoordinaten.
Nach der Auswahl des Modells ist der Bediener bereit, den Arbeitszyklus zu simulieren und in aller Sicherheit mit der Produktion zu starten.
11. Ich habe mein Rohr auf VGP3D gezeichnet, kann ich es in eine CAD-Datei exportieren?
Während der Machbarkeitsstudie können einige Änderungen erforderlich sind, damit es möglich ist, das Teil in der Maschine anzufertigen.
Die in der Programmierung angebrachten Änderungen müssen jedoch auch vom Kunden akzeptiert werden, denn sie bringen Änderungen der Endgeometrie des Teils mit sich.
In der Vergangenheit war der Hersteller dazu gezwungen, dem Kunden telefonisch die notwendigen Änderungen mitzuteilen, um das Teil machbar zu machen oder bei seinem technischen Büro die Umsetzung der Änderungen in einer neuen mechanischen Zeichnung des Teils anzufordern.
Mit VGP3D ist dies nicht mehr erforderlich.
Mit B_Export, können die Änderungen, die in der Programmierungsphase der Biegekoordinaten des Teils angebracht wurden, in ein neues 3D-Modell (IGES oder STEP) exportiert werden, das dem Kunden für seine Annahme gesendet wird. Alles mit Zeitersparnis und mit Vermeidung unerfreulicher Missverständnisse.
Die Rohrbiegung ist ein komplexer Prozess. VGP3D verwaltet die üblichen Biegeprobleme, um korrekte Teile und im Laufe der Zeit wiederholbare Teile zu erhalten.
Um seinen Kunden zu ermöglichen, alle Fähigkeiten der Software zu verwenden, bietet BLM GROUP regelmäßig einen Kalender mit spezifischen Schulungskursen über ihre zahlreichen Funktionen.