Tube bending is a complex process. VGP3D addresses the most common problems in a user-friendly manner and helps the user to produce correct and repeatable parts.
Here are some of the most common problems that occur in tube bending and how VGP3D can solve them:
- Can I reduce tooling changeover?
- Can I make new samples faster?
- Can I get the exact bending angle quickly, even without experience?
- Can I make straights between the bends of the correct length?
- Can I easily re-calculate the bending coordinates if I change the centerline radius?
- The weld seam needs to be oriented in a specific position. Will my operator remember to do that?
- Do I have the right tools in stock for this new part?
- Can I kick off the production on the machine without worries?
- Can I safely bend an end-formed tube or one with flanges?
- Can I go from the 3D model to part program quickly?
- Can I export the final part program to a CAD file?
 Tube bending is a complex process. VGP3D addresses the most common problems in a user-friendly manner and helps the user to produce correct and repeatable parts.
Tube bending is a complex process. VGP3D addresses the most common problems in a user-friendly manner and helps the user to produce correct and repeatable parts.
1. Tube bending tools: can I reduce tooling changeover?
The tube bending tools are as important as the bending machine to get good quality results.
Smaller production batches make it necessary to retool the tube bending machine more frequently, sometimes even several times a day.
With conventional machines, the operator must carry out the set-up operations when installing a new tooling set on the machine, including geometrically aligning the components and adjusting the booster forces and the clamping forces, collet and pressure die.
These operations are crucial to bend the tube with good quality, i.e. without wrinkles and other imperfection like clamp marks or deformations.
Manually adjusting these parameters can be time-consuming, even for experienced operators, especially on hydraulic tube bending machines and also on older CNC models.
VGP3D stores all the tool set-up parameters in the part program, including axis position and clamping torque, to eliminate the time required for manual adjustments.
If the tool set has never been used before, VGP3D can automatically determine the working position for the clamp, pressure die and collet by executing an automatic tool calibration cycle.
The interface design of the tools is equally important to reduce retooling time. In BLM GROUP tube bending machines, the quick tool change system significantly reduces the time needed by the operator to remove a tool set and install a new one.
2. Prototyping: can I make new samples faster?
In today's market, manufacturers increasingly come across the need to quickly make prototypes or small custom batches in a Made-to-Order perspective.
In tube bending, a different geometry of the part to be made may cause a different behavior of the material, in terms of percentage elongation and springback.
On hydraulic tube bending machines or old CNC tube bending machines, the bending process used to be fine-tuned through a trial and error method. The desired result was achieved only after consuming valuable time and material in trails.
Using the information contained in the template, VGP3D knows the material behavior, even for a different part geometry.
The VGP3D template contains all the information about the machine, the tool-set and most importantly, the behavior of the tube, whether fixed radius or variable radius bending is to be used.
This capability allows a new part to be produced in just a few minutes. Basically, the time required to import the customer's drawing or enter the new bending coordinates, and the correct part is right from the beginning.
The designer/end-user can even be present during prototyping, make changes as required, and take an active part in finalizing the new design.
3. Springback: can I get the exact bending angle quickly even without experience?
As in any plastic deformation process, part of the energy transferred to the workpiece to change its shape is inevitably stored in the form of elastic energy. Once the deformation force is removed, this energy is released and the workpiece tends to partially return to its original shape.
In tube bending, this causes springback of the bent tube. In other words, the bend opens slightly once the bending force is removed after the desired bending angle is reached.
Springback is not a fixed value and depends on many factors, including material, bending angle, tube diameter, thickness, etc.
Spring-back is corrected by bending the tube a little more than the theoretical value. Traditionally, the operator has to find the correction by trial and error for each of the bends.
Experience, in this case, is essential to reduce the number of attempts as well as time and material wastage.
By measuring the springback for three different bending angles, VGP3D’s B_Tools utility can calculate the amount of springback correction for any bending angle.
Once the behavior of the tube is known, the data is saved together with the part program. This data can be used in the future to bend another part with a different shape that uses the same material. It results in producing the part right from the start without the need for trial and error.
 VGP3D can calculate the correct bending coordinates to compensate the springback and material elongation.
VGP3D can calculate the correct bending coordinates to compensate the springback and material elongation.

4. Elongation: can I make straights between the bends of the correct length?
A tube never maintains the initial length after bending.
Bending causes the material to stretch in the bend area. This means the total length will be greater than the theoretical model including the straight areas between the bends.
The effect of springback, which causes an increase in the average bending radius, must also be taken into account.
So, stretching of the tube makes the straight areas longer while springback reduces them. The two opposite effects change the dimensions of the final part.
Traditionally, the only solution was the experience of the operator who produced the part with correct dimensions by trial and error.
Using B_Tools, VGP3D calculates the elongation of each straight part and corrects the coordinates so that the part is correct, right from the start, with no need for trial and error.
VGP3D also calculates the total elongation and informs the operator the exact length of the straight tube to be cut in order to have the last straight part with the exact length after bending.
This information is very useful to save material and additional cutting process, especially when production batches change quickly.
5. Bending coordinates and Cartesian coordinates: can I easily re-calculate them if I change the centerline radius?
Sometimes, the bending tools required to bend a part with the centerline radius specified in the drawing sent by the customer, are not available.
In most cases, the customer agrees to change the radius, within certain limits, based on the availability of the bending tools.
However, where there is a change in the centerline radius, the bending coordinates must be changed to match the final dimensions of the part.
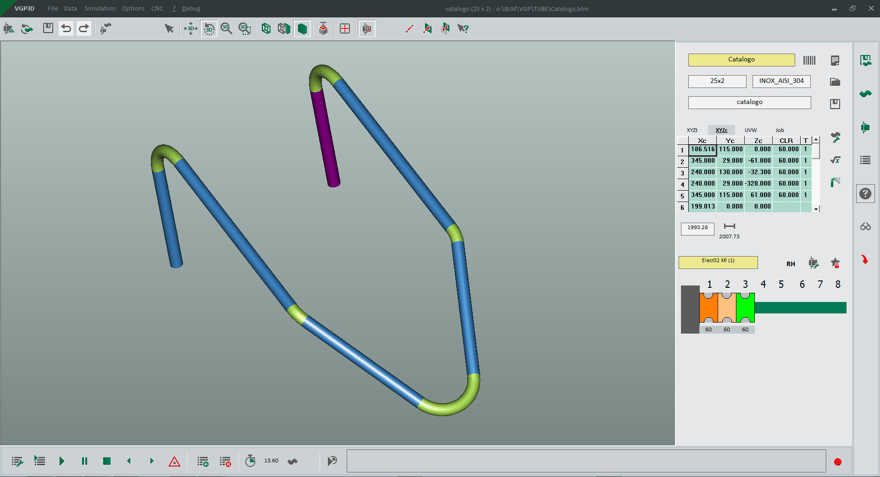
VGP3D can efficiently process Cartesian coordinates (the position in space of the points of intersection of the straight areas of the tube) or bending coordinates (length of the straight part, rotation of the bending plane, bending angle). If the centerline radius changes, like any other value in one coordinate system, the change is automatically carried out instantly also in other system.
In this way, the centerline radius can be modified in no time.
 Bent tube and relative coordinates on VGP3D.
Bent tube and relative coordinates on VGP3D.
6. The weld seam needs to be oriented in a specific position: will my operator remember to do that?
Position of the weld seam during bending is another aspect that affects the response of a tube to deformation.
The welding process locally alters the mechanical characteristics of the metal. Consequently, different position of the weld seam would result into different springback values.
To have repeatable results, it is essential to have the weld seam always in the same position.
Entrusting the operator with the correct alignment of the weld seam poses two problems, both linked to human error, which may cause the bent part to be rejected:
- The operator forgets to orient the weld seam during the tube loading operation.
- The operator is getting tired and no longer orients the weld seam with the same precision during loading operation.
Using the hole search and/or weld seam detection, VGP3D can automatically orient the tube at the beginning of each cycle, keeping the alignment accuracy constant.
With the same sensor, VGP3D can locate and orient any holes or even markings on the tube, so that they are always positioned correctly on the final part.
 Hole search and weld seam detection sensor on left-hand and right-hand CNC tube bender in E-TURN process.
Hole search and weld seam detection sensor on left-hand and right-hand CNC tube bender in E-TURN process.
Find out more about how weld seam influences the tube bending and cutting processes
7. Feasibility analysis: do I have the right tools in stock for this new part?
After sending a drawing, the customer wants to quickly know the cost and the lead time for the part.
The availability of bending tools is the key factor in determining lead time. To be able to respond to the customer quickly with a quote, you need to know if the required tool-set is in stock, if it is complete, if it is already in use on other machines, and what state it is.
If you have a lot of tools, obtaining all this information quickly can be complicated. If part of the tool-set is not available, you may check with the customer whether he would accept to bent the part with a slightly different tube diameter or a centerline radius. If he agrees, the number of tools to be checked increase.
.
BLM GROUP has developed Tool Room, the bending tool management software suite, to solve this problem.
The user can access Tool Room directly from VGP3D.
Tool Room searches the stock of tools for the bending tool kit required to bend the programmed part, if the right tools are not available, suggests alternatives capable of making the part with minor geometric differences.
With Tool Room, the user can also check that the tools are not already in use on other machines and if it is not, prepares the requisition sheet for them to be picked up from the stock.
If the tools do not exist and other similar tools cannot be used, Tool Designer allows the user to download complete mechanical drawings of the required bending tools.
Getting the drawings is a process that only takes a few minutes with Tool Designer. Once received, you can estimate the time required to get the tools made and respond to the customer with costs and lead time of the requested part.
8. Risk of collision: can I kick off the production on the machine without worries?
Working with older CNC or hydraulic tube bending machines, you need to bend the first part at slow speed, constantly checking that there are no collisions and keeping your hand on the E-STOP button to deactivate the machine promptly if necessary.
VGP3D checks for the absence of collisions during the tube bending operation by running a realistic simulation of the entire working cycle, including loading and unloading.
In the simulation, 3D models with correct dimensions of every component of the machine, tool, loader and any additional elements, such as accessories, conveyor belts, etc. are used.
This gives you the confidence that when you simulate the bending cycle in VGP, you are actually observing what will happen on the machine during the real bending cycle.
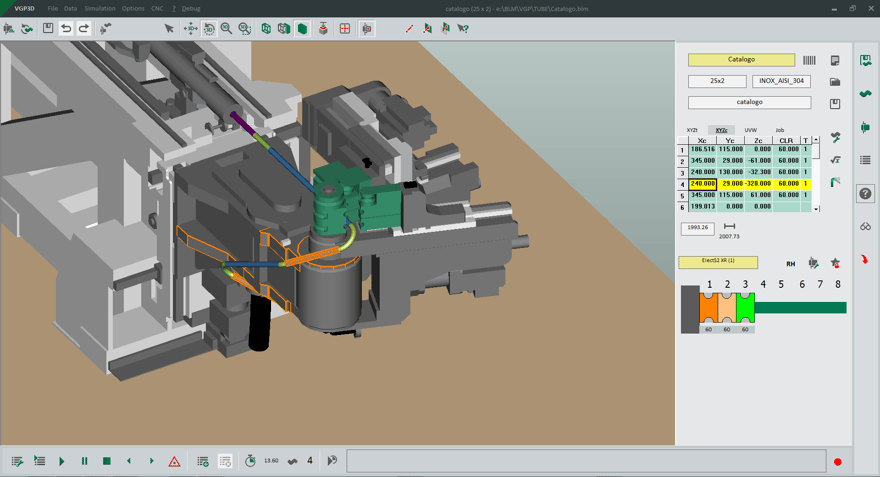 Simulation of a bending cycle on VGP3D with the collision highlighted.
Simulation of a bending cycle on VGP3D with the collision highlighted.
9. Can I safely bend an end-formed tube or one with flanges?
It often happens, especially in sectors such as automotive, HVAC, industrial vehicles, and aerospace, where tubes are used as fluid conductors and flanges and/or end-forming are required for the final assembly of the system.
These elements pose a collision risk (with the machine or part of the bending tool-set) during the bending cycle.
Unless the operator has a real simulation of the work cycle, the collision check must be manually carried out on the machine as in the previous case.
Using the B_3D_Part function, VGP3D can import the 3D models of the additional tube elements (flanges, end-forming or any other parts attached to the tube), place them appropriately on the tube, execute the simulation of the machine cycle, and warn the operator of any potential collisions.
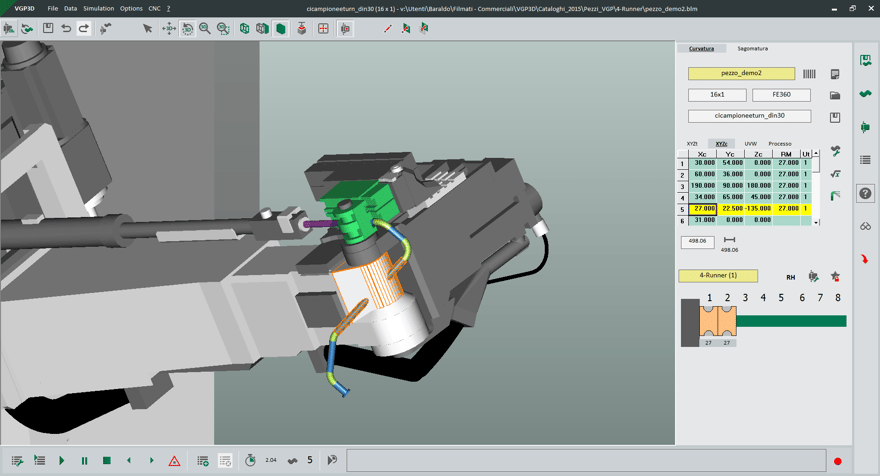 Simulation of an end-formed tube bending cycle on VGP3D.
Simulation of an end-formed tube bending cycle on VGP3D.
Discover dedicated systems to produce bent, cut and end-formed tubes from coil
10. I have a multi-tube assembly drawing in STEP or IGES: can I go from the 3D model to part program quickly?
On hydraulic tube bending machines or old CNC tube bending machines, it takes the operator a long time to prepare the part program.
One of the most time-consuming activities is the transformation of the dimensions on the drawing into bending coordinates.
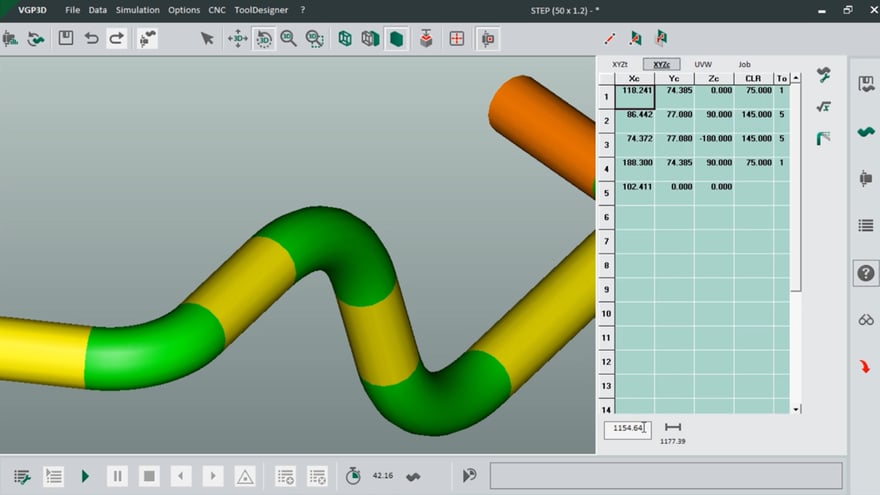
Using B_Import, VGP3D can import the STEP or IGES file of the part and automatically obtain the bending coordinates.
After having selected the bending machine model, the operator is ready to simulate the work cycle and start production in complete safety.
11. I designed my tube on VGP3D: can I export the final part program to a CAD file?
During the feasibility study, some modifications may be necessary to bend the part on the machine.
Changes made during the programming phase must also be accepted by the customer because there may be differences in the final geometry of the part.
In the past, manufacturers were forced to explain the changes needed to make the part feasible over the phone to the customer or ask the technical department to incorporate those changes in the mechanical drawing of the part.
This is no longer necessary with VGP3D.
With B_Export, the changes made to the bending coordinates of the part during programming can be exported in a new 3D model (IGES or STEP) to be sent to the customer for acceptance. This saves a lot of time and eliminates any chance of unpleasant misunderstandings.
Tube bending is a complex process. VGP3D manages the most common bending problems to obtain correct parts and repeatable results.
BLM GROUP offers dedicated training courses to help customers realize the full potential of the software and its many features.