Was ist der Laser?
Es beleuchtet, breitet sich aus, streichelt; aber es graviert, bohrt, perforiert, verbindet und trennt auch. Licht begleitet den Menschen seit Anbeginn seiner Geschichte. Es hat seine Rhythmen geprägt, seine Entscheidungen beeinflusst, seine Entwicklung geleitet. Licht ist die Grundlage für die Existenz des lebendigen Universums oder zumindest eines großen Teils davon, weil es Wärme und auch Energie bringt.
Der Mensch hat gelernt, Licht zu nutzen und dann zu erzeugen, angefangen beim Feuer und dann unter anderem mit der Glühbirne, bis hin zum jüngsten Erfolg der LEDs (Lichtemissionsdioden).
Dasselbe Licht, das in der Lage ist, die weitesten Räume zu beleuchten, wenn es in alle Richtungen gestreut wird, kann viel Wärme erzeugen, wenn es konzentriert und auf einen bestimmten Punkt gerichtet ist.
Es war genau diese Wärme, die die Möglichkeit suggerierte, Licht als Werkzeug einzusetzen.
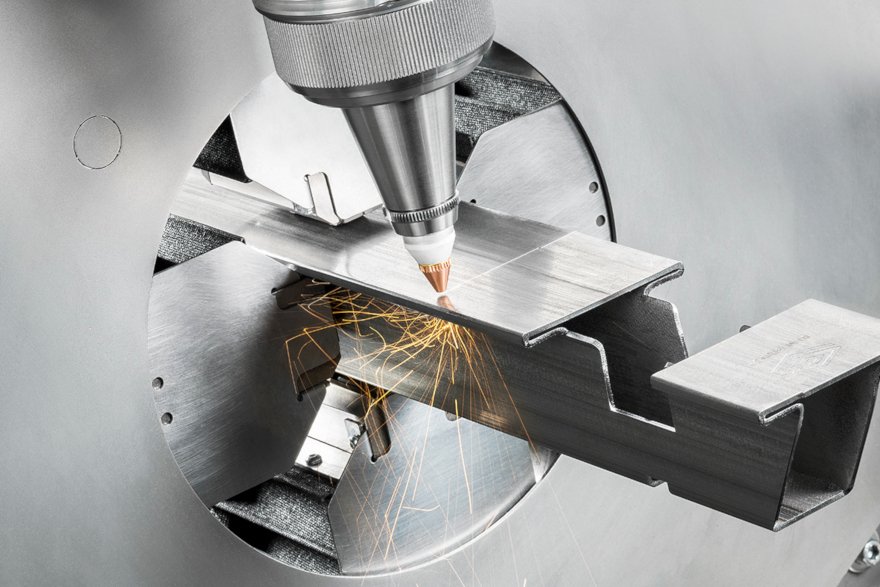
 Halterung zwischen Rohren, die auf einer Laser-Rohrschneidanlage geschnitten wurde: Lasertube LT7.
Halterung zwischen Rohren, die auf einer Laser-Rohrschneidanlage geschnitten wurde: Lasertube LT7.
Wann wurde er erfunden?
Der Laser geht auf das Ende der 50er Jahre zurück, das Auftreten des Begriffes LASER (Light Amplification by Stimulated Emission of Radiation) war das Werk eines Studenten, der als erster die Hypothese formulierte, dass er einen Lichtstrahl mit den Eigenschaften erzeugen konnte, die sich noch heute in den aktuellen Industrieanwendungen wiederfinden.
Seine Arbeit basierte auf vorhergehenden Studien, die sogar auf die erste Intuition von Albert zurückgehen, der aus gutem Grund als Genie betrachtet werden kann!
Am Anfang war jedoch nicht klar, wofür der Laser eingesetzt werden könnte. Er wurde als "eine Lösung auf der Suche nach einem Problem" bezeichnet.
Der erste wissenschaftliche Artikel, der seine Funktionsweise beschrieb, erschien 1960 in der Zeitschrift Nature, nachdem er von anderen renommierten Zeitschriften abgelehnt worden war, die seinen Wert nicht erkannt hatten.
Erst im Jahr 1970 konnten die ersten Industrieanwendungen beobachtet werden.
Seitdem sind 50 Jahre vergangen, und der Laser hat sich in verschiedenen Bereichen enorm verbreitet (und entwickelt), wobei er die Bereiche Medizin, Telekommunikationen, Metrologie und sogar Unterhaltung revolutionierte.
 Zahnrad hergestellt mit einem BLM GROUP LS5-Laserschneidsystem aus 20 mm dickem Edelstahlblech.
Zahnrad hergestellt mit einem BLM GROUP LS5-Laserschneidsystem aus 20 mm dickem Edelstahlblech.
Die Metallbearbeitung
Im Bereich der Metallbearbeitung finden sich die ersten Anwendungen im Bereich der Luft- und Raumfahrt für das Titanschneiden. Die hohe Genauigkeit, die dank der Tatsache erreichbar war, dass kein mechanisches Werkzeug vorhanden war, das Verschleiß ausgesetzt wurde, sondern ein Lichtstrahl, der immer konstant „scharf“ war, wurde sofort geschätzt.
Der Kontaminationsgrad ist fast null, da es keinen physischen Kontakt zwischen Schneidwerkzeug und dem geschnittenen Material gibt, sondern nur einen Lichtstrahl, der aus einer bestimmten Entfernung das Metall schmilzt.
 Laserschneiden auf 30 mm dickem Stahlblech durchgeführt auf einem LS5-Laserschneidsystem.
Laserschneiden auf 30 mm dickem Stahlblech durchgeführt auf einem LS5-Laserschneidsystem.
Der Laser zum Schneiden
Eine weitere Komponente, die zum Schmelzen des Metalls beiträgt, ist ein Gas, der Sauerstoff. Seine Verbrennung wird durch den Laser ausgelöst und entwickelt einen wichtigen Anteil von Hitze, die für den Prozess erforderlich ist.
Diese Schnittmodalität war die zuerst verwendete, um die geringe Leistung des Lasers auszugleichen. Das Ergebnis wird dank der Reaktion der Oxidation des Metalls erhalten, hierbei bleibt auf den geschnittenen Oberflächen bleibt dünne Oxidschicht zurück, die bei der folgenden Lackierung oder Schweißung durch einen weiteren mechanischen Eingriff entfernt werden muss.
Auch die mechanischen Eigenschaften Schnittbereichs werden durch den Einsatz von Sauerstoff verändert, so dass Anwendungen mit hohen und konzentrierten mechanischen Beanspruchungen (z.B. Luftfahrtnieten) sorgfältig geprüft werden mussten.
Diese Schnittmodalität war für lange Zeit die einzig mögliche, um über ausreichende Energie für das Schneiden von dickem Material zu verfügen. Alternativ zur Verwendung von Sauerstoff verbreitete sich ein weiterer Typ des Schneidens, „Schmelzen“ genannt, während sich die Leistung der Industrielaser langsam erhöhte.
In diesem Fall ist das Gas, das am Prozess teilnimmt, ein Inertgas (Stickstoff), dessen Funktion nur diejenige ist, das geschmolzene Metall wegzublasen, um es dem Laserstrahl zu ermöglichen, seine gesamte Energie wirksam auf die Ausführung des Schneidens zu übertragen.
In diesem Fall ist eine erhöhte Leistung erforderlich, und der Gasverbrauch (Stickstoff ist bedeutend teurer als Sauerstoff) wirkt sich in höherem Maß auf die Stundenkosten der Anlage aus.
Dagegen wird ein sauberer Schnitt erhalten, ohne die vorher zitierte Oxidschicht, und die Teile können direkt geschweißt und lackiert werden.
Die durch die Sauberkeit des Schnitts erzielten Gesamteinsparungen haben zusammen mit der Erhöhung der Laserleistung in den letzten Jahren dazu geführt, dass das Stickstoffschneiden bei immer dickeren Materialien gegenüber dem Sauerstoffschneiden bevorzugt wird, wodurch die höheren Kosten des Gases kompensiert werden.
Schneiden mit anderen Inertgasen oder Pressluft ist möglich, aber weniger üblich, ändert aber nichts an den dargelegten Beobachtungen.
 Laserschneiden auf Edelstahlblech mit der Funktion Fly Cut der LS5.
Laserschneiden auf Edelstahlblech mit der Funktion Fly Cut der LS5.
Anwendungen auf Blech
Es ist heutzutage nicht ungewöhnlich, Blechlaserschneidsysteme zu finden, die mit Quellen von 10 und sogar 12 kW ausgestattet sind. Die mit Stahl (und nicht nur) schneidbaren Stärken erreichen 30-40 mm (über diese Stärken hinaus sind die vom Laserschneiden gedeckten Anwendungen begrenzt, und es wird auf andere Konstruktionsmethoden zurückgegriffen).
Mehr und mehr Leistung erhöht die Arbeitsgeschwindigkeit und damit die Produktivität des Systems mit einer konsequenten Reduzierung der Kosten pro Teil.
Kurz gesagt, je höher die Leistung, desto höher die erreichbare Produktivität, wenngleich mit einer nicht linearen Progression, die teilweise mehr auf Marketing-Logiken als auf technologische Logiken antwortet.
 Teil hergestellt mit einem LS5-Laserschneidsystem für Bleche, 10 mm dickes Stahlblech.
Teil hergestellt mit einem LS5-Laserschneidsystem für Bleche, 10 mm dickes Stahlblech.
Das Rohr ist kein Blech
Wenn wir jetzt von der Anwendung des Blechschneidens zum Rohrschneiden übergehen, ist diese Leistungszunahme in den letzten Jahren viel geringer ausgefallen.
Einerseits hat die deutlich geringere Anzahl von Konkurrenten unter den Herstellern von Laserrohranlagen weniger unter der Anforderung gelitten, immer höheren Rekordzahlen nachlaufen zu müssen, um sich von der Konkurrenz zu unterscheiden; andererseits kann eine einfache, aber wesentliche Beobachtung gemacht werden: Das Rohr ist kein Blech. Im Falle des Blechschneidens kann die gesamte von der Quelle gelieferte Energie (in geeigneter Weise) " abgefeuert " werden, mit der Absicht, die Dicke des Metalls in kürzester Zeit zu durchdringen, und mit der Gewissheit, dass unter dem Bleche ein Bereich vorhanden ist, der ausschließlich als passive Auflagefläche dient, im Falle des Rohrs ist die Situation sicherlich komplexer.
Das Rohr ist ein dreidimensionaler Gegenstand. Unter der vom Laserstrahl geschnittenen Wand befindet sich eine weitere Wand, die noch Teil des sich in der Bearbeitung befindlichen Teils ist. Die von der Quelle ausgegebene, wenn auch dosierte und maßvolle Leistung führt den Schnitt der Wandstärke längs der programmierten Wege aus, betrifft aber auch die entgegengesetzte Wand mit dem Risiko, Verbrennungen und Schönheitsfehler zu verursachen. Zusätzlich wird das gesamte Werkstück erhitzt und die Eigenschaften des Schneidprozesses ändern sich, so dass mit zunehmender Leistung immer ausgefeiltere technische Lösungen für das Laserleistungsmanagement eingesetzt werden müssen, um eine höhere Produktivität zu erreichen.
 Ausführung des Laserschneidens eines runden Rohres aus Edelstahl mit der Vorrichtung für saubere Rohre. Bearbeitung, die auf dem Lasertube-System LT8.20 ausgeführt wurde.
Ausführung des Laserschneidens eines runden Rohres aus Edelstahl mit der Vorrichtung für saubere Rohre. Bearbeitung, die auf dem Lasertube-System LT8.20 ausgeführt wurde.
Die Erfinder der Lasertube
Seit den ersten Anlagen, die vor über 30 Jahren entwickelt wurden, waren eben die Entwicklungen der BLM GROUP (und insbesondere von ADIGE SPA, die der Gruppe angehört) auf den neuesten Lasertube-Modellen bemerkenswert.
Am Anfang war es nur möglich, runde, quadratische und rechteckige Profile zu schneiden, mit einer beschränkten Produktivität und der Notwendigkeit einer tiefgehenden gehenden technologischen Expertise für ein effektives Laserquellenmanagement, um zufriedenstellende Ergebnisse zu erzielen. Seitdem wurden große Fortschritte erzielt, und heute ist die Produktivität enorm gestiegen, ganz im Gegensatz zur Komplexität der Steuerung, die sowohl bei der Materialhandhabung als auch bei der Laserjustierung vollautomatisch geworden ist.
 Lasertube-System LT FIBER: Laserschneidesystem mit hoher Produktivität für Rohre mit jedem Profil bis zu 152,4 mm Durchmesser, beim Schneiden eines Sonderprofils.
Lasertube-System LT FIBER: Laserschneidesystem mit hoher Produktivität für Rohre mit jedem Profil bis zu 152,4 mm Durchmesser, beim Schneiden eines Sonderprofils.
Verbreitung des Laserschneidens
Die Automatismen erleichtern Produktionsänderungen und erfüllen die ständig wachsende Nachfrage nach kundenspezifischen Anpassungen, die bei vielen Produkten zu beobachten ist.
Die Herstellungslose werden immer kleiner, und es wird wichtig, in so kurzer Zeit wie möglich von einer Produktion zur anderen wechseln zu können.
Stahllegierungen, Aluminiumlegierungen, Kupfer und Messing, eine große Vielfalt von Stärken und Profilen, die alle einfach mit einer Lasertube-Anlage geschnitten werden können.
Eine so umfassende Anwendbarkeit in den unterschiedlichsten Branchen hat den Erfolg dieser Technologie bestimmt, deren Verbreitung noch heute konstant ansteigt, so dass sie nach mehr als 30 Jahren immer noch als innovative Technologie gilt.
Entdecken Sie mehr darüber, wie Sie Ihr Geschäft mit technologischer Innovation stärken können
Die Anfangsinvestition ist nach wie vor hoch, aber wenn man zu der Produktivität noch eine erhöhte Energieeffizienz und eine zunehmend reduzierte Wartung hinzufügt, versteht sich, warum viele dem Laser mit einer Einstellung von Vertrauen und allgemeiner Anerkennung entgegensehen.
 Balken HEA, mit dem Lasertube-System LT14 geschnitten.
Balken HEA, mit dem Lasertube-System LT14 geschnitten.
...und dann?
Was können wir daher in der nächsten Zukunft erwarten? Wird sich die Energieeffizienz noch mehr verbessern? Werden Lasertypen gefunden werden, die in der Lage sind, höhere Stärken mit niedrigeren Leistungen zu schneiden?
Der Trend läuft in Richtung der immer gewagteren Automation: Nicht nur in der kontinuierlichen Einstellung dieses Lasers, der die Eigenschaften des zu schneidenden Materials in Echtzeit messen und berücksichtigen wird, sondern auch in der Selbstbewertung seines Betriebs, der sich mit den Logiken der kontinuierlichen Prozessoptimierung und der vorbeugenden Wartung integrieren wird, Tätigkeiten, die immer gefragter sind, um Produktionskosten zu reduzieren und vertretbare Gewinnspannen beizubehalten.
In diesen Bereichen entwickelt die BLM GROUP zahlreiche Projekte und Kooperationen mit dem Ziel, in kurzer Zeit die besten möglichen technischen Lösungen zu bieten und seinen Kunden die notwendige Konkurrenzfähigkeit zu versichern, um die Konsolidierung Ihrer Geschäfte fortzusetzen.
