Das 3D-Laserschneiden bietet interessante Möglichkeiten, erfordert aber angemessene technische Lösungen, um mit hochwertigen und robusten Ergebnissen ausgeführt zu werden.
Der erste Laser für Industrieanwendungen erschien 1964, und die ausgegebene Leistung lag damals bei knapp 1 mW. Nur drei Jahre später standen schon im Jahr 1967 1000 Watt für das Schneiden von Blechen mit 1 mm Stärke zur Verfügung (eine Million mal leistungsstärker als das erste Exemplar!).
Ab sofort bediente sich die Wirksamkeit des Lasers beim Schmelzen von Metall der Unterstützung eines Betriebsgases, das durch eine Düse geblasen wurde, welches nützlich war, um nacheinander die Schichten des geschmolzenen Metalls zu entfernen, die von der aus der Quelle ausgegebenen Lichtenergie erfasst wurden.
Entdecken Sie mehr über die Ursprünge des Laserschneidens
 Probeteil, das mit dem Laserblechschneidesystem LS5 geschnitten wurde, die dynamische Kontrolle der Schnittparameter und der Brennpunktposition ermöglicht es, die gleiche Schnittqualität unabhängig von den Schwierigkeiten der auszuführenden Geometrie beizubehalten (Bohrungen kleiner als die Stärke, sehr dünne und spitze Schnitte).
Probeteil, das mit dem Laserblechschneidesystem LS5 geschnitten wurde, die dynamische Kontrolle der Schnittparameter und der Brennpunktposition ermöglicht es, die gleiche Schnittqualität unabhängig von den Schwierigkeiten der auszuführenden Geometrie beizubehalten (Bohrungen kleiner als die Stärke, sehr dünne und spitze Schnitte).
Mit dem Leistungsanstieg erhöhten sich im Laufe der Jahre die bearbeitbaren Stärken bis zu über 50 mm Stahl mit Quellen von 10 kW und mehr, die auf den modernen Anlagen verfügbar sind.
Anfänglich war das Betriebsgas komprimierte Luft. Dann wurde Sauerstoff gewählt, da dieser infolge der erzeugten Oxidationsreaktion erheblich zur Überhitzung und zum Schmelzen des Metalls beitragen kann.
In jüngerer Zeit und mit zunehmender verfügbarer Leistung wird auch Stickstoff - ein inertes Gas, das nicht zur Wärmeerzeugung beiträgt - in großem Umfang eingesetzt, da es die Schnittfläche thermisch und chemisch nicht verändert (oxidiert)
.
 Zahnrad, das mit dem Laserblechschneidesystem LS5 ausgeführt wurde.
Zahnrad, das mit dem Laserblechschneidesystem LS5 ausgeführt wurde.
Angesichts einer Ersparnis im gesamten Herstellungsprozess werden höhere Schnittkosten bezahlt, denn Stickstoff ist teurer als Sauerstoff und erfordert die Anwendung von viel höheren Leistungen, um die gleichen bearbeitbaren maximalen Stärken beizubehalten. Daher wirkt sich eine höhere Anfangsinvestition auf die Stundenkosten der Anlage und schließlich auf die Produktionskosten aus.
Die Wirtschaftlichkeit der einen oder anderen Wahl kann von Mal zu Mal dank der Instrumente für eine präzise Zeit- und Kostenschätzung der Produktion beurteilt werden, die der Hersteller der Laserschneideanlagen (und nicht nur) seinen Kunden als unerlässliches Instrument für die tägliche Anwendung bietet.
 Stahlteil aus 35 mm dickem Baustahl, geschnitten mit einer Blechlaserschneidanlage mit 8 kW Quelle.
Stahlteil aus 35 mm dickem Baustahl, geschnitten mit einer Blechlaserschneidanlage mit 8 kW Quelle.
Egal, ob mit Druckluft, Sauerstoff oder Stickstoff geschnitten wird, die Wirksamkeit und die Qualität des Ergebnisses sind u. a. an die Art und Weise gebunden, mit der das Zusatzgas in die Schnittrille geblasen wird: an den ausgegebenen Druck, aber vor allem an die Flussregelung. Je mehr das Gas einen linearen Fluss mit so wenig Turbulenzen wie möglich einhält, desto wirksamer sind der Auswurf des Schmelzteils aus der Schnittrille und die Qualität dieses Schnittes.
Bei großen Stärken muss der Gasfluss außerdem in die Tiefe eindringen – in eine Rille mit reduzierter Breite -, und sein Fluss wird zwangsläufig turbulent, bevor er aus der gegenüber liegender Seite der Stärke zusammen mit dem geschmolzenen Metall ausgestoßen wird. In den letzten Jahren wurden technische Lösungen eingeführt, um den Prozess zu verbessern. Sie sehen eine breitere Schneidrille vor, um die Zufuhr von Betriebsgas zu erleichtern und eine möglichst lineare Strömung zu erreich.
 Laserschneidkopf des Laserschneidesystems für Rohre und Bleche LC5.
Laserschneidkopf des Laserschneidesystems für Rohre und Bleche LC5.
Bisher haben wir uns noch nicht darum gekümmert, anzugeben, aus welcher Richtung der Laserstrahl auf die zu schneidende Oberfläche wirkt. Tatsächlich ist die bestmögliche die orthogonale d. h. senkrechte Richtung zur Oberfläche. Bei dieser Konfiguration ist der Gasstrom zentriert und dringt am besten in die Schnittrille ein. Es gibt weder bevorzugte Seiten noch Druck-Ungleichgewichtseffekte aufgrund von Turbulenzen um die Nut herum, die durch den Teil des Gases verursacht werden, der nicht eindringen kann und daher auf die unmittelbare Umgebung trifft. Dies ist die Konfiguration aller Blechschneidemaschinen (bis auf wenige Ausnahmen). Der Laser bewegt sich auf einer ebenen Fläche, d.h. zweidimensional (2D) und der Schnitt erfolgt immer senkrecht zur Oberfläche.
Die Anforderung, immer größere Stärken zu schneiden (sowie immer höhere Schnittgeschwindigkeiten zu erhalten), wurde im Laufe der Zeit mit immer zunehmenden Leistungen und mit der Möglichkeit, den Durchmesser des Laserstrahls und damit der Breite der Rille zu erhöhen, gelöst, um die Wirkung des Zusatzgases und damit auch die Ausführung der Schnittkanten zu fördern.
 Laserschneiden eines Blechs aus dem Rahmenbau, das mit LS5 ausgeführt wurde.
Laserschneiden eines Blechs aus dem Rahmenbau, das mit LS5 ausgeführt wurde.
Wir wechseln jetzt von der Blech- auf die Rohrbearbeitung: Die Situation ändert sich beachtlich. Wir stehen nicht mehr vor ebenen Schnitttrajektorien, sondern vor einer Bewegung des Lasers im Raum um einen Gegenstand, der außer einer Stärke auch ein Profil hat, das Kantenradien und Kanten, konvexe Oberflächen und konkave Winkel enthält, diese letzteren sind typisch für die Sonderprofile. Die Änderung der Konfiguration des Laserstrahls und der Rohroberfläche hat Folgen für den Schneidprozess und erfordert, für die Erhaltung der Wirksamkeit des Prozesses berücksichtigt zu werden: Daher müssen der Abstand der Düse, die Brennpunktposition, wo diese dynamisch einstellbar ist, die erforderliche Leistung für die größte Stärke, die an den Kantenradien vorhanden ist, und folglich auch die Schnittgeschwindigkeit konstant geändert werden. Alles, um weder Verbrennungen noch Schnittverluste zu haben.
Entdecken Sie mehr über die Verbreitung des Metallrohres in der Herstellung
 Laserschneiden eines Rohres, das mit einem Lasertube-System LT8.20 ausgeführt wurde.
Laserschneiden eines Rohres, das mit einem Lasertube-System LT8.20 ausgeführt wurde.
Zu diesen Problematiken fügen wir die Möglichkeit hinzu, durch Neigen des Kopfes zu schneiden, und es so einzurichten, dass der Strahl in nicht orthogonaler Richtung auf die Oberfläche trifft. Wir erhalten das sogenannte 3D-Laserschneiden.

Diese weitere Bearbeitungsoption, die in den Maschinen vorhanden ist, die mit einem orientierbaren Kopf ausgestattet sind, ist vor allem für die Bearbeitung der größeren Stärken nützlich. Mit dem 3D-Schneiden können wir Schnitte mit einem Winkel bis zu 45° ausführen, zum Beispiel, um präzise Auflagen zwischen mehreren Rohren zu erhalten. Oder Schnitte mit Fase, um die folgenden Schweißarbeiten zu erleichtern, weil diese Platz für die Materialzugabe schaffen. Eine noch provokativere Anwendung, die sich jedoch immer weiter verbreitet, ist das Schweißen ohne Materialzugabe, das möglich ist, wenn der Abstand zwischen den Schweißkanten einigermaßen präzise und konstant ist.
 Ausführung des Stemmens mit einem Laserschneidesystem LT7.
Ausführung des Stemmens mit einem Laserschneidesystem LT7.
Solche Schnitte stellen jedoch Schwierigkeiten dar und erfordern spezifische technische Lösungen. Die Neigung des Kopfes gegenüber der in 3D zu schneidenden Oberfläche bewirkt, dass die effektiv zu schneidende Stärke größer als die Nennstärke wird, bis zu maximal 45°, ein Winkel, für den eine Eindringtiefe des Lasers und des Zusatzgases, multipliziert mit der Wurzel von zwei, berücksichtigt werden muss.
Außerdem ist es notwendig, die Brennpunktposition zu ändern, was ein Problem an den Teilen darstellt, die gemischte 2D- und 3D-Geometrien aufweisen. Wenn es möglich ist, dynamisch die Brennpunktposition einzustellen, können wirksam alle Fälle bewältigt werden, indem die Brennpunkthöhe von einer zur anderen Geometrie geändert wird, anderenfalls muss eine Kompromiss-Brennpunkthöhe vorkonfiguriert werden, auf die eine Reduzierung der Leistungen hinsichtlich der Schnittqualität oder der Produktivität folgt.
 Rohrförmiges Teil, das mit dem Laser ausgeführt wurde.
Rohrförmiges Teil, das mit dem Laser ausgeführt wurde.
Eine weitere, aber bedeutende Wirkung der Neigung des Kopfes wird dagegen als geometrische Ungenauigkeit an den Teilen beobachtet, wenn sie nicht entsprechend verwaltet wird. Der „Kerf“, d. h. der Strahldurchmesser und dementsprechend die Breite der Schnittrille ändern sich aufgrund des Einfallswinkels. Das liegt daran, dass die Form, mit der der Laser aus dem Schneidkopf austritt, nicht zylindrisch sondern konisch ist, und dies bestimmt den unterschiedlichen Abdruck bei Änderung der Neigung.
Daraus folgt dort, wo dieser Parameter nicht ausgeglichen wird, ein Fehler in der Länge des Teils, das daher nicht gut haftend ist, wenn es an ein anderes angenähert wird, wodurch in kritischen Fällen das Schweißen ohne Materialzugabe verhindert oder das ästhetische Ergebnis beeinträchtigt wird.
Auch die Schnittqualität wird durch die Art und Weise, wie das Zusatzgas in die Schnittrille eingeführt wird, in Frage gestellt.
.
 Auflage, die zwischen Rohren aus Stahl, die mit dem Laser geschnitten wurden, ausgeführt wurde.
Auflage, die zwischen Rohren aus Stahl, die mit dem Laser geschnitten wurden, ausgeführt wurde.
Mit der Zunahme der Neigung des Schnittes bis zur Grenze von 45 Grad gegenüber der Senkrechten trifft das Gas auf einem Teil gegenüber einem anderen mit einem größeren Winkel auf die Oberfläche. Auf einer Seite (stumpfer Winkel) neigt das Gas dazu, auf die Rohroberfläche zu rutschen, anstatt sich in die Rille zu begeben, während es auf der anderen Seite (spitzer Winkel) mehr Turbulenz auslöst. Dies hat zur Folge, dass die Aktion weniger effizient und der Prozess weniger stabil ist.
Schließlich ziehen wir einen letzten, aber wichtigen kritischen Punkt des 3D-Lasers in Betracht, der auf die Formfehler des Rohres und auf die Verformungen der Rohrachse zurückzuführen ist, egal, ob diese nun schon vorher existierten oder durch die hervorspringende Position verursacht wurden, die das Rohrende in der Schnittphase einnimmt. Wo das Rohr während der Bearbeitung vertikal gehalten und gemessen werden kann, um die Fehler aufgrund von den vorhandenen Verformungen auszugleichen, werden genauere Teile erhalten. Dagegen müssen großzügigere Toleranzen und das Risiko akzeptiert werden, eine höhere Anzahl von Ausschüssen zu erhalten.
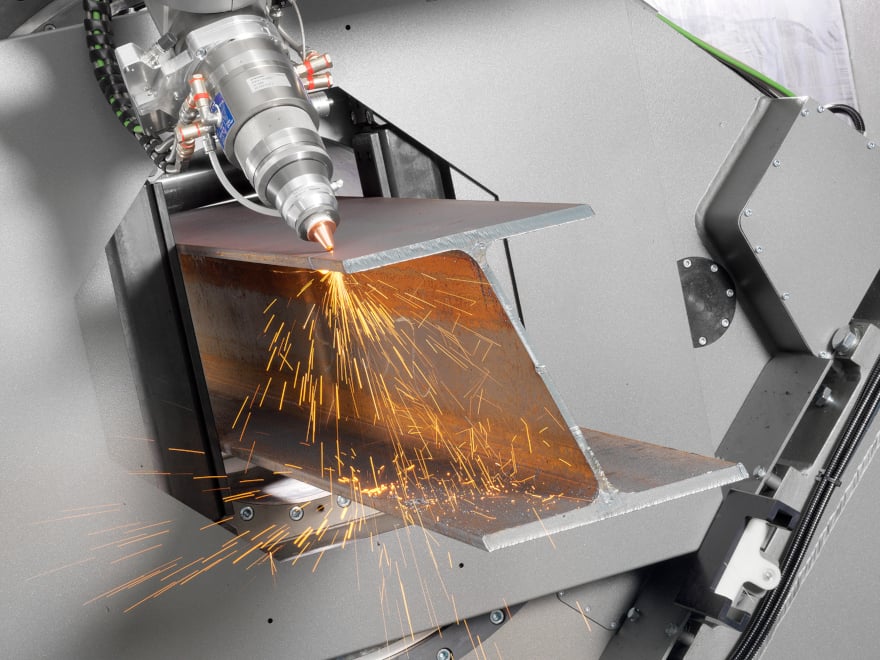 Laserschneiden eines "HEA" - trägers auf einem Laserschneidesystem für große Rohre und Profile mit LT14.
Laserschneiden eines "HEA" - trägers auf einem Laserschneidesystem für große Rohre und Profile mit LT14.
Wir haben bisher gesehen, was unter dem 3D-Laserschneiden zu verstehen ist, welche Vorteile es bieten kann, aber auch, wie viele technologische Aspekte unter Kontrolle gehalten werden müssen, um diese Bearbeitungsmöglichkeit vollständig nutzen zu können. Die Erfahrung und die integrierten technologischen Lösungen in den Lasertube-Anlagen der BLM GROUP, einem Unternehmen, das Laserschneidemaschinen seit über 30 Jahren produziert und das als erstes das 3D-Schneiden auf einer Lasertube schon im Jahr 2003 eingeführt hat, sind, wenn eine solche Option erwägt wird, zusätzlich zur natürlich notwendigen mechanischen Konfiguration der Maschine, die allein gewiss nicht ausreichend ist, um zu garantieren, dass sich die erforderliche größere Investition entsprechend auszahlt, ein guter Ausgangspunkt.

Das 3D-Schneiden ist – wenn es sich auch in konstanter Entwicklung befindet, - eine noch nicht allgemein verwendete Bearbeitungsmodalität, die jedoch in spezifischen Sektoren geschätzt wird: Wo ästhetische Anforderungen für das Schneiden von dünnen Stärken vorliegen; oder wo Ziele einer Kostenreduzierung bei der Ausführung der Bearbeitung von Rahmenstrukturen aus Stahl mit großer Stärke verfolgt werden, und die Investition in diese Richtung bedeutet, sich in Richtung von potenziell interessanten Marktnischen mit hohem Mehrwert zu orientieren. Daher ist es der Mühe wert, sich erfahrenen Partnern anzuvertrauen, mit denen vorher die Wirtschaftlichkeit der Investition eingeschätzt wird, um mit berechneten Risikomargen und sicheren Amortisationszeiten vorzugehen