Il taglio laser 3D offre interessanti opportunità, ma richiede adeguate soluzioni tecniche per essere realizzato con qualità e robustezza nei risultati.
Il primo laser per applicazioni industriali comparve nel 1964 e la potenza emessa allora era di appena 1 mW. Solo tre anni dopo nel 1967 erano già 1000 i Watt disponibili (un milione di volte più potente del primo esemplare!) per tagliare lamiere da 1 mm di spessore. Fin da subito l’efficacia del laser nel fondere il metallo si avvaleva dell’ausilio di un gas di servizio soffiato attraverso un ugello, utile ad allontanare uno dopo l’altro gli strati di metallo fuso investiti dall’energia luminosa emessa dalla sorgente.
Scopri di più sulle origini del laser
 Pezzo di prova tagliato con il sistema di taglio laser lamiera LS5: il controllo dinamico dei parametri di taglio e della posizione del fuoco permette di mantenere la stessa qualità di taglio a prescindere dalla difficoltà della geometria da realizzare (fori inferiori allo spessore, tagli molto sottili e cuspidi).
Pezzo di prova tagliato con il sistema di taglio laser lamiera LS5: il controllo dinamico dei parametri di taglio e della posizione del fuoco permette di mantenere la stessa qualità di taglio a prescindere dalla difficoltà della geometria da realizzare (fori inferiori allo spessore, tagli molto sottili e cuspidi).
Con l’aumentare delle potenze, negli anni sono aumentati gli spessori lavorabili fino a oltre 50 mm di acciaio con sorgenti da 10 e più kW, disponibili sugli impianti moderni. Inizialmente il gas di servizio era l’aria compressa, ma successivamente si passò all’ossigeno perché in grado di contribuire in maniera significativa al surriscaldamento e alla fusione del metallo come conseguenza della reazione di ossidazione generata.
Ancora più recentemente e con l’aumentare delle potenze disponibili, si è diffuso anche l’azoto -- gas inerte che non contribuisce a generare calore -- per la sua caratteristica di non alterare (ossidare) termicamente e chimicamente la superficie tagliata. Il vantaggio è di poter verniciare direttamente i pezzi lavorati senza necessità di ulteriori interventi di preparazione.
 Ruota dentata realizzata con sistema di taglio laser lamiera LS5.
Ruota dentata realizzata con sistema di taglio laser lamiera LS5.
A fronte di un risparmio nell’intero processo manifatturiero, si sconta un maggior costo del taglio: l’azoto è più costoso dell’ossigeno e richiede di usare potenze molto maggiori per mantenere gli stessi spessori massimi lavorabili. Un investimento iniziale maggiore andrà quindi a incidere sul costo orario dell’impianto e in definitiva sui costi di produzione.
La convenienza di una o l’altra scelta è di volta in volta valutabile grazie agli strumenti di stima precisa di tempi e costi della produzione, che il costruttore di impianti di taglio laser (e non solo) propone ai propri clienti come indispensabile strumento di uso quotidiano.
 Pezzo in acciaio da carpenteria di 35 mm di spessore tagliato con sistema di taglio laser lamiera con sorgente 8 kW.
Pezzo in acciaio da carpenteria di 35 mm di spessore tagliato con sistema di taglio laser lamiera con sorgente 8 kW.
Che si tagli con l’aria compressa, con l’ossigeno o con l’azoto, in tutti i casi l’efficacia e la qualità del risultato sono legati, fra gli altri, al modo con cui il gas di assistenza viene soffiato nel solco di taglio in termini di pressione erogata ma soprattutto di regime di flusso. Quanto più il gas mantiene un flusso lineare con meno turbolenze possibili, tanto più efficace sarà l’espulsione del fuso dal solco di taglio e la qualità del taglio stesso.
Con spessori elevati, il flusso di gas deve oltretutto penetrare in profondità – in un solco di larghezza ridotta -- e il suo flusso inevitabilmente diventa turbolento, prima di essere espulso dal lato opposto dello spessore insieme al metallo fuso. Per aiutare il processo negli ultimi anni sono state introdotte soluzioni tecniche che allargano il solco di taglio, proprio per facilitare l’entrata del gas di assistenza e favorire un flusso quanto più possibile lineare.
 Testa di taglio laser del sistema di taglio laser per tubo e lamiera LC5.
Testa di taglio laser del sistema di taglio laser per tubo e lamiera LC5.
Finora non ci siamo preoccupati di specificare della direzione da cui il fascio laser agisce rispetto alla superficie da tagliare. La migliore direzione possibile è quella ortogonale ossia perpendicolare alla superficie: in questa configurazione il flusso di gas è centrato e penetra al meglio nel solco di taglio. Non ci sono lati preferenziali e neanche effetti di sbilanciamento della pressione dovuti alle turbolenze che circondano il solco, causati dalla parte di gas che non riesce a entrare e perciò sbatte sull’area immediatamente circostante. Questa configurazione è impiegata su tutte le macchine per il taglio della lamiera (salvo rare eccezioni). Il laser si muove su una superficie piana, ossia bidimensionale (2D) e il taglio è sempre perpendicolare alla superficie.
La necessità di tagliare spessori sempre maggiori (oltre a quella di avere velocità di taglio più elevate) è stata risolta nel tempo con potenze via via crescenti e con la possibilità di aumentare il diametro del fascio laser e quindi la larghezza del solco, favorendo l’azione del gas di assistenza e con essa anche la finitura dei bordi tagliati.
 Taglio laser di una lamiera da carpenteria eseguito con LS5.
Taglio laser di una lamiera da carpenteria eseguito con LS5.
Spostiamoci ora dalla lavorazione della lamiera a quella del tubo. La situazione cambia notevolmente: non siamo più di fronte a traiettorie di taglio planari, bensì a un movimento del laser nello spazio attorno a un oggetto che, oltre a uno spessore, ha anche un profilo che comprende raggiature e spigoli, superfici convesse e angoli concavi, tipici questi ultimi delle sezioni speciali. La variazione della configurazione fra fascio laser e superficie del tubo ha delle conseguenze sul processo di taglio e richiede di essere tenuta in considerazione ai fini del mantenimento dell’efficacia del processo. Dovranno pertanto costantemente cambiare la distanza dell’ugello, la posizione del fuoco ove questo sia regolabile dinamicamente, la potenza richiesta dal maggior spessore presente in corrispondenza delle raggiature e di conseguenza anche la velocità di taglio, il tutto per non avere né bruciature, né perdite di taglio.
Scopri di più sulla diffusione del tubo metallico nella manifattura
 Taglio laser tubo eseguito con sistema Lasertube LT8.20.
Taglio laser tubo eseguito con sistema Lasertube LT8.20.
A queste variabili aggiungiamo la possibilità di tagliare inclinando la testa, facendo in modo che il fascio colpisca la superficie in direzione non ortogonale: otteniamo così il cosiddetto taglio laser 3D.

Questa ulteriore opzione di lavorazione presente nelle macchine dotate di testa orientabile è utile soprattutto per la lavorazione degli spessori più elevati. Con il taglio 3D si possono realizzare tagli con un angolo fino a 45 gradi, ad esempio per ottenere appoggi precisi fra più tubi, oppure tagli “cianfrinati” per favorire la successiva fase di saldatura perché creano lo spazio per l’apporto di materiale. Ancora più sfidante ma in diffusione crescente è l’applicazione della saldatura senza apporto di materiale, possibile quando la distanza fra i lembi da saldare è ragionevolmente precisa e costante.
 Esecuzione di una cianfrinatura con sistema di taglio laser LT7.
Esecuzione di una cianfrinatura con sistema di taglio laser LT7.
Tagli del genere pongono però delle difficoltà e richiedono soluzioni tecniche specifiche. L’inclinazione della testa rispetto alla superficie da tagliare in 3D fa sì che lo spessore effettivo da tagliare diventi maggiore rispetto a quello nominale, fino a un massimo di 45 gradi, angolo per il quale occorre mettere in conto una profondità di penetrazione del laser e del gas di assistenza moltiplicato per radice di due.
È altresì necessario modificare la posizione del fuoco, il che pone un problema sui pezzi che presentano geometrie miste 2D e 3D. Se è possibile regolare dinamicamente la posizione del fuoco si possono coprire efficacemente tutti i casi modificando l’altezza del fuoco da una geometria all’altra, altrimenti bisognerà preconfigurare un’altezza del fuoco di compromesso, con la conseguenza di una riduzione di prestazioni in termini di qualità di taglio o di produttività.
 Pezzo tubolare realizzato con il laser.
Pezzo tubolare realizzato con il laser.
Un ulteriore ma significativo effetto dell’inclinazione della testa si osserva invece come imprecisione geometrica sui pezzi, se non è opportunamente gestito. Il “kerf”, ossia il diametro del fascio e corrispondentemente la larghezza del solco di taglio, variano in funzione dell’angolo di incidenza: questo perché la forma con cui esce il laser dalla testa di taglio non è cilindrica ma conica, e questo ne determina la diversa impronta al variare dell’inclinazione.
La conseguenza, ove questo parametro non venga compensato, è un errore nella lunghezza del pezzo, che risulterà quindi non ben aderente quando sarà accostato ad un altro, impedendo nei casi più critici la saldatura senza apporto di materiale o pregiudicando il risultato estetico.
La stessa qualità di taglio è messa in discussione dal modo in cui il gas di assistenza si immette nel solco di taglio.
 Appoggio eseguito fra tubi in acciaio tagliati al laser.
Appoggio eseguito fra tubi in acciaio tagliati al laser.
Man mano che l’inclinazione di taglio aumenta fino al limite dei 45 gradi rispetto alla verticale, il gas incontra la superficie con un angolo maggiore da una parte rispetto all’altra. Da un lato (angolo ottuso) il gas tenderà a scivolare sulla superficie del tubo invece che immettersi nel solco, mentre dall’altro (angolo acuto) innescherà una maggiore turbolenza. Il risultato di tutto ciò sarà un’azione meno efficace e un processo meno stabile.
Consideriamo infine un'ultima ma importante criticità nel taglio laser 3D, dovuta agli errori di forma del tubo e alle deformazioni dell’asse del tubo, siano esse preesistenti o indotte dalla posizione a sbalzo che l’estremità del tubo assume in fase di taglio. Ove il tubo possa essere sostenuto verticalmente durante la lavorazione e misurato per compensare gli errori dovuti alle deformazioni presenti, si otterranno pezzi più precisi. Viceversa, bisognerà accontentarsi di tolleranze più ampie e accettare il rischio di ottenere un numero più elevato di scarti.
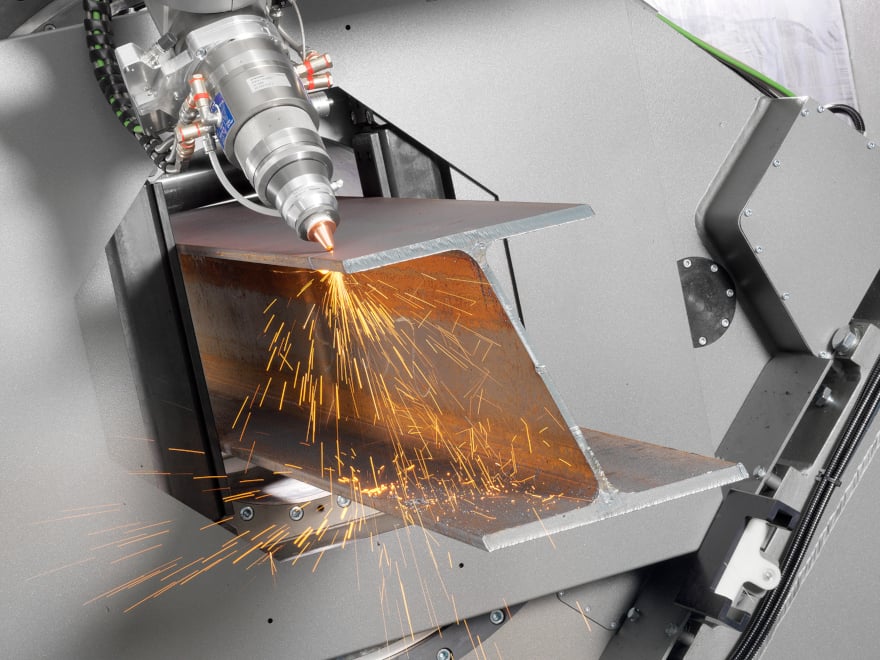 Taglio laser di una trave “HEA” su sistema di taglio laser per tubi e profilati di grande dimensione LT14.
Taglio laser di una trave “HEA” su sistema di taglio laser per tubi e profilati di grande dimensione LT14.
Abbiamo visto fin qui cosa si intende per taglio laser 3D, quali vantaggi può portare ma anche quanti aspetti tecnologici vanno tenuti sotto controllo per sfruttare appieno questa opportunità di lavorazione. L’esperienza e le soluzioni tecniche integrate negli impianti Lasertube di BLM GROUP, azienda che produce macchine per il taglio laser del tubo da oltre 30 anni e che per prima ha introdotto il taglio 3D su una Lasertube già nel 2003, sono un buon punto di partenza se si sta valutando tale opzione. Questo va aggiunto alla pur necessaria configurazione meccanica della macchina, che da sola non è certo sufficiente per garantire che il maggior investimento richiesto sia equamente ripagato.

Il taglio 3D – pur in costante progressione -- è una modalità di lavorazione non ancora di uso generalizzato ma apprezzata in settori specifici, per esempio dove ci sono esigenze estetiche nel taglio di spessori sottili o dove si perseguono obiettivi di riduzione dei costi nella realizzazione di carpenteria di telai strutturali in acciaio di elevato spessore.
Investire in questa direzione significa orientarsi verso nicchie di mercato potenzialmente interessanti e a elevato valore aggiunto. Vale perciò la pena di affidarsi a partner di esperienza con cui misurare preventivamente la convenienza dell’investimento così da procedere con margini di rischio calcolati e tempi di ammortamento certi.