Les résistances électriques blindées, connues également sous le nom de résistances électriques tubulaires, sont des composants qui convertissent l’énergie électrique en énergie thermique pour le chauffage de liquides ou gaz.
Les résistances électriques blindées sont largement utilisées aussi bien dans les électroménagers couramment utilisés, tels que les fours, les chauffe-eaux, les machines à laver, les lave-vaisselles, les bouilloires, etc., que dans des installations industrielles de divers types. Leur diffusion rapide, qui résulte également de la tendance mondiale à l’abandon des combustibles fossiles, a stimulé le développement de technologies de plus en plus avancées pour leur production et leur usinage.
Le cintrage est l'un des nombreux processus impliqués dans la production de ces éléments. Au fil du temps, outre les formes communes en "U" et en "M", des résistances ayant de nouvelles géométries 2D ou 3D sont devenues nécessaires, pour optimiser l’échange thermique, tout en réduisant l’encombrement. Cela a nécessité le développement de Cintreuses de tube ou plieuse de fil pour le cintrage de résistances blindées capables de résoudre, de manière systématique, les principaux problèmes critiques qui se présentent généralement avant et pendant l’usinage. En d’autres termes, il s’agit d’équipements de cintrage capables de réaliser en mode flexible efficient et répétable de grands ou petits lots d’éléments à la forme également très complexe, spécialement étudiée pour des applications spécifiques.
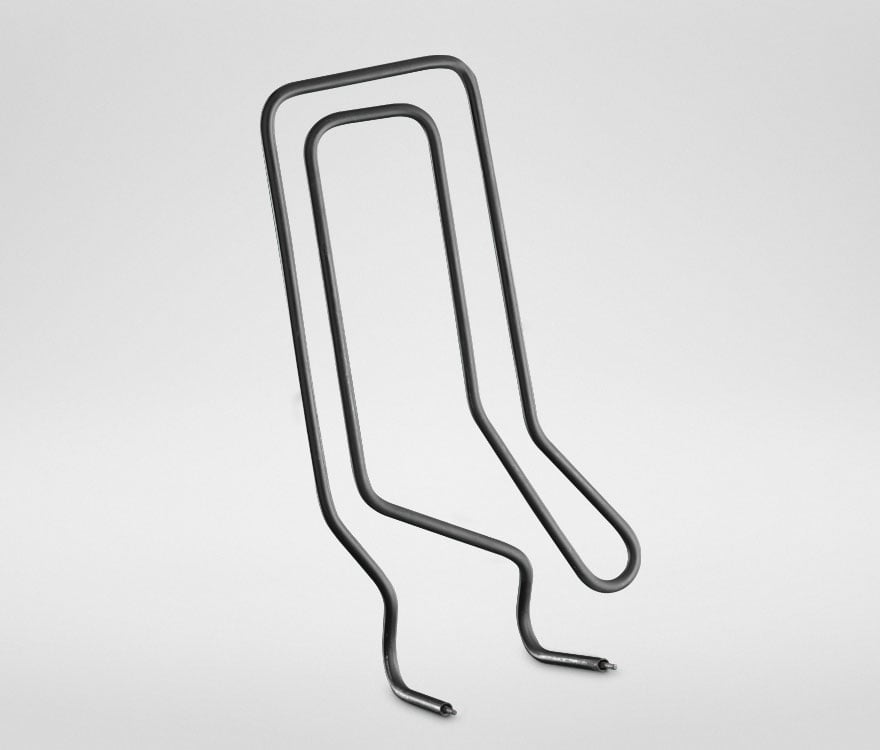 Exemple de résistance électrique blindée cintrée avec plieuse à deux têtes avec double tourelle DH40.
Exemple de résistance électrique blindée cintrée avec plieuse à deux têtes avec double tourelle DH40.
Les principales causes d’erreur dans le cintrage des résistances blindées
En raison de leur structure composite et de la manière dont elles sont couramment produites, les résistances blindées peuvent être affectées par deux principaux types d'erreurs :
- Erreurs de longueur : il peut arriver que dans un même lot de résistances tubulaires, la longueur des différentes sections, puisse différer jusqu'à 1 % par rapport au total. Cette variation compromet la position relative des extrémités de la résistance après le cintrage, rendant la pièce inutilisable à des fins d'assemblage.
- Erreurs de flexion : compte tenu de sa faible rigidité, la flexion des pièces peut facilement se produire aussi bien lors de la manipulation que lors du cintrage, notamment dans le cas de pièces en porte-à-faux très longues qui ont tendance à se plier sous l'effet de leur propre poids. La flexion peut non seulement compromettre la forme finale de la pièce, mais constitue surtout un obstacle au processus de cintrage, car il génère un désalignement entre les extrémités de la résistance blindée et l'axe de cintrage.
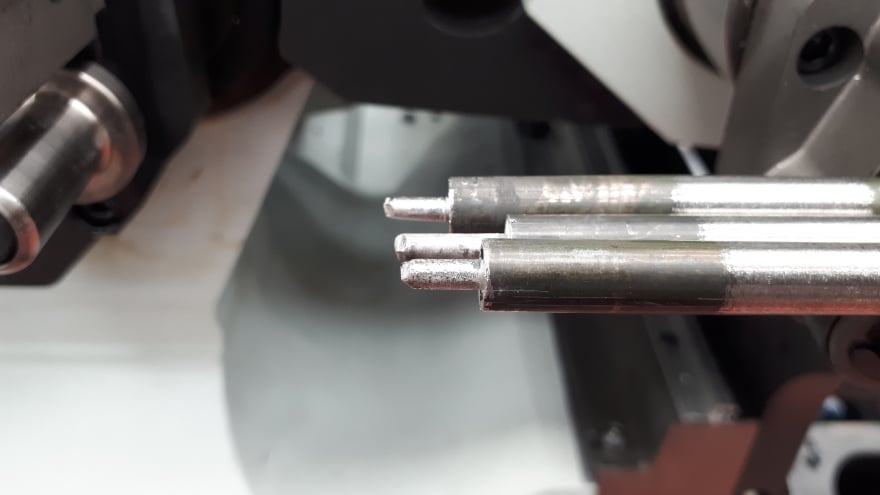 Trois résistances blindées de longueurs légèrement différentes, prêtes pour le cintrage sur une plieuse à deux têtes et double tourelle DH40.
Trois résistances blindées de longueurs légèrement différentes, prêtes pour le cintrage sur une plieuse à deux têtes et double tourelle DH40.
Par conséquent, bien que le processus de cintrage des résistances blindées soit effectué de manière reproductible et avec des cintreuses de tube ou des plieuses de fil, de haute précision. Il est nécessaire de disposer d’accessoires et de technologies en mesure d’éliminer ou de compenser les écarts ou les erreurs survenus en amont ou pendant le processus de cintrage.
Fort d’une expérience de plusieurs décennies dans le cintrage de ce type d'éléments, BLM GROUP est en mesure de proposer des solutions technologiques idéales pour surmonter les problèmes qui surviennent dans le cintrage des résistances électriques blindées ou tubulaires.
Résoudre les écarts de longueur : via un logiciel et/ou mécaniquement
Dans les systèmes de cintrage BLM GROUP, la compensation de la différence de longueur des résistances blindées peut être réalisée via un logiciel et/ou mécaniquement.
Dans le premier cas, le logiciel de programmation pour les cintreuses et les plieuses VGP3D, unique pour tous les équipements de cintrage du groupe.
Parmi ses nombreuses fonctions, VGP3D permet de décider comment répartir les différences de longueur entre les différentes pièces droites, afin de conserver la position relative des extrémités de la résistance et/ou l’encombrement global de la pièce. De cette manière, à part les différences de forme non significatives, toutes les pièces répondent aux spécifications du projet.
Dans le deuxième cas, la compensation des différences de longueur s'effectue via le dispositif de centrage : un système de référence automatique programmable et monté sur la plieuse à deux têtes DH40, qui positionne la résistance blindée dans une position bien précise par rapport aux deux têtes de cintrage. De cette manière, le dispositif de centrage répartit les erreurs de longueur de manière égale sur les deux extrémités de la pièce, laissant inchangée la position des points de départ et d’arrivée de la résistance.
Ce système de référence automatique permet le positionnement indépendant même de plusieurs pièces de différentes longueurs, de manière à pouvoir cintrer ensemble plusieurs résistances blindées.
Le dispositif de centrage accélère le processus de production et réduit les déchets, car il permet d'éliminer le temps nécessaire pour découper à mesure les résistances avec précision, ainsi que d'éviter de devoir procéder à des tentatives de positionnement.
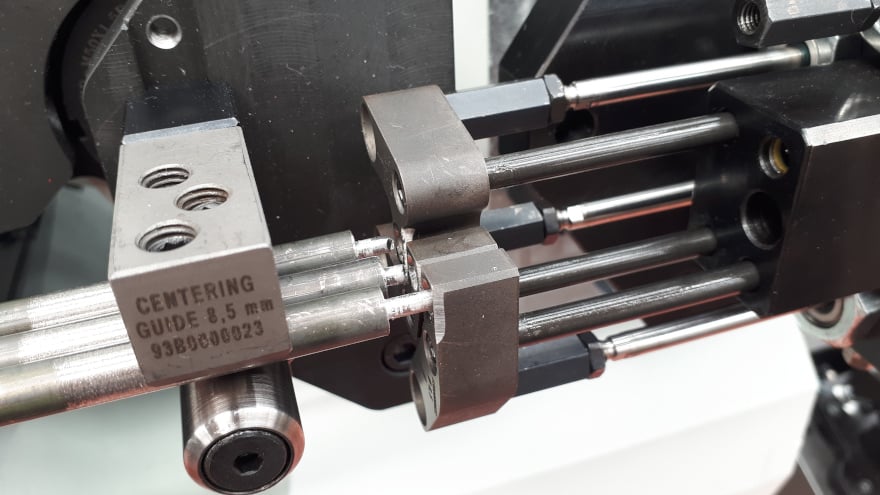 Système de centrage automatique de résistances blindées, monté sur une plieuse de fil à deux têtes deux tourelles et deux tourelles DH40, utilisé pour le centrage de 3 résistances blindées. Le centrage de chaque résistance s'effectue indépendamment des autres.
Système de centrage automatique de résistances blindées, monté sur une plieuse de fil à deux têtes deux tourelles et deux tourelles DH40, utilisé pour le centrage de 3 résistances blindées. Le centrage de chaque résistance s'effectue indépendamment des autres.
Éviter la flexion des résistances blindées avant et durant le cintrage
Afin d'éviter la flexion de la pièce, la plieuse à deux têtes DH40 peut être équipée d'accessoires servant à soutenir en mode adéquat la résistance blindée avant et après le pliage :
- Supports intermédiaires : ce sont des dispositifs qui se rétractent automatiquement au passage des chariots des têtes de cintrage. Ces supports automatiques simplifient les opérations de chargement et maintiennent les extrémités de la résistance alignées avec l'axe de cintrage, en évitant ainsi que les bornes ne sortent de l'équipement de pliage.
- Pinces de maintien et de blocage : ce sont des dispositifs qui garantissent que la résistance reste en position pendant l’usinage et, si nécessaire, bloquent son glissement.
 De gauche à droite : support intermédiaire, pince de blocage et équipement de cintrage de pliage à double tête et double tourelle DH40.
De gauche à droite : support intermédiaire, pince de blocage et équipement de cintrage de pliage à double tête et double tourelle DH40.
- Plateformes de support: particulièrement utiles lorsqu'il est nécessaire de créer de grandes résistances blindées 2D, elles soutiennent la pièce tout au long du processus de cintrage, avec le double avantage de maintenir sa planéité et, dans le cas où la résistance a déjà les bornes branchées, d'empêcher que les câbles électriques n'entrent en contact avec les éléments mécaniques de la machine.
- Support pour rayon variable : enfin, ce dispositif permet de soutenir la résistance blindée pendant le cintrage à rayon variable, en évitant la pièce de se déformer sous son propre poids et en améliorant par conséquent la répétabilité, la vitesse de travail et la précision du rayon de cintrage.
 Résistance blindée réalisée avec la technologie de cintrage à rayon fixe et variable sur plieuse à deux têtes et double tourelle DH40.
Résistance blindée réalisée avec la technologie de cintrage à rayon fixe et variable sur plieuse à deux têtes et double tourelle DH40.
Conclusions
Le cintrage de résistances blindées nécessite des cintreuses ou des plieuses flexibles, productives et capables de résoudre systématiquement les principaux problèmes critiques qui se posent dans ce domaine d'application particulier.
Les équipements de cintrage à deux ou à une tête BLM GROUP permettent aux concepteurs de réaliser efficacement et précisément des résistances de toute forme, planes ou tridimensionnelles, pour satisfaire les exigences de production les plus diverses : des lots moyens et grands dans le secteur des électroménagers aux petits lots pour des applications industrielles spécifiques.