Le resistenze elettriche corazzate, conosciute anche con il nome di resistenze elettriche tubolari, sono componenti che convertono l'energia elettrica in energia termica per il riscaldamento di liquidi o gas.
Le resistenze elettriche corazzate trovano ampia diffusione sia negli elettrodomestici di uso comune, come ad esempio forni, boiler, lavatrici, lavastoviglie, bollitori, etc., sia in impianti industriali di vario tipo. La loro rapida diffusione, frutto anche della tendenza globale all’abbandono dei combustili fossili, ha stimolato lo sviluppo di tecnologie sempre più avanzate per la loro produzione e lavorazione.
La curvatura è uno dei molti processi che prendono parte alla produzione di questi elementi. Nel corso del tempo, oltre alle più comuni forme a "U" e a "M", si sono rese necessarie resistenze dotate di nuove geometrie 2D o 3D che potessero ottimizzare lo scambio termico, riducendo al contempo gli ingombri. Ciò ha richiesto lo sviluppo di Curvatubi o piegafilo per la curvatura di resistenze corazzate in grado di risolvere, in modo sistematico, le principali criticità che generalmente si presentano prima e durante la lavorazione: sistemi di curvatura in grado di realizzare in modo flessibile, efficiente e ripetibile lotti grandi o piccoli di elementi dalla forma anche molto complessa, appositamente studiata per applicazioni specifiche.
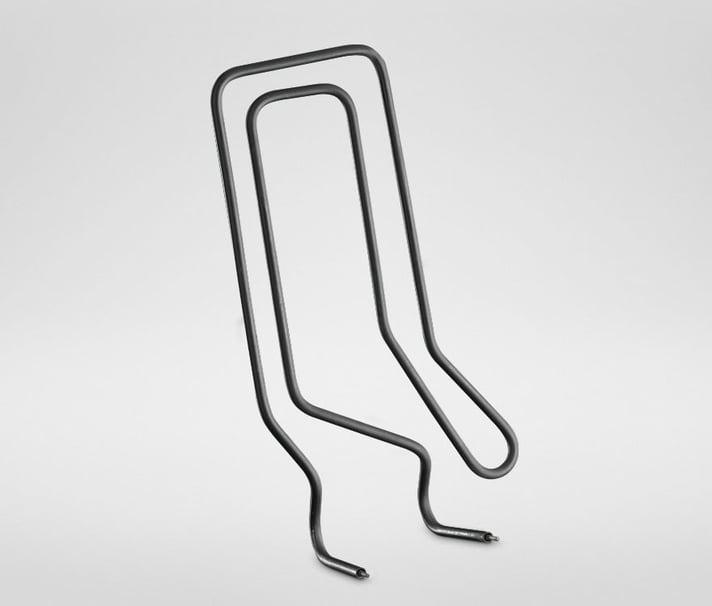 Esempio di resistenza elettrica corazzata curvata con piegafilo doppia testa con doppia torretta DH40.
Esempio di resistenza elettrica corazzata curvata con piegafilo doppia testa con doppia torretta DH40.
Le principali cause di errore nella curvatura delle resistenze corazzate
A causa della loro struttura composita e del modo con cui sono comunemente prodotte, le resistenze corazzate possono essere affette da due principali tipi di errore:
- Errori di lunghezza: può capitare che in uno stesso lotto di resistenze tubolari, la lunghezza dei singoli spezzoni possa differire anche dell'1% rispetto al totale. Questa variazione compromette la posizione relativa degli estremi della resistenza dopo la curvatura, rendendo il pezzo inutilizzabile ai fini del montaggio.
- Errori di flessione: data la sua scarsa rigidezza, la flessione dei pezzi può facilmente avvenire sia durante la manipolazione che in fase di curvatura, specialmente in pezzi molto lunghi a sbalzo che tendono a flettersi a causa del proprio peso. La flessione non solo può compromette la forma finale del pezzo, ma è soprattutto di ostacolo al processo di curvatura, perché genera il disallineamento fra le estremità della resistenza corazzata e all’asse di curvatura.
 Tre resistenze corazzate di lunghezza leggermente diversa, pronte per la curvatura su piegafilo doppia testa doppia torretta DH40.
Tre resistenze corazzate di lunghezza leggermente diversa, pronte per la curvatura su piegafilo doppia testa doppia torretta DH40.
Pertanto, per quanto il processo di piegatura delle resistenze corazzate sia realizzato in modo ripetibile e con curvatubi o piegafilo di elevata precisione, servono accessori e tecnologie in grado di eliminare o compensare le difformità o gli errori causati a monte o durante il processo di curvatura.
Grazie a una lunga esperienza nella curvatura di questo tipo di elementi, BLM GROUP può offrire soluzioni tecnologiche ideali per ovviare alle problematiche che si verificano nella curvatura delle resistenze elettriche corazzate o tubolari.
Risolvere le difformità di lunghezza: via software e/o meccanica
Nei sistemi di curvatura BLM GROUP la compensazione della differenza di lunghezza delle resistenze corazzate può essere eseguita via software e/o meccanica.
Nel primo caso gioca un ruolo fondamentale il software di programmazione per curvatubi e piegafilo VGP3D, unico per tutti i sistemi di curvatura del gruppo.
Fra le sue molteplici funzionalità, VGP3D permette di decidere come distribuire le differenze di lunghezza fra le varie parti dritte, in modo da conservare la posizione relativa degli estremi della resistenza e/o l’ingombro complessivo del pezzo. In questo modo, al netto di ininfluenti differenze di forma, tutti i pezzi rientrano nelle specifiche di progetto.
Nel secondo caso, la compensazione delle difformità di lunghezza avviene tramite il centratore: un sistema automatico di riferimento programmabile ed equipaggiabile su piegatrice doppia testa DH40, che posiziona la resistenza corazzata in una posizione ben specifica relativamente alle due teste di curvatura. In questo modo il centratore distribuisce equamente gli errori di lunghezza sulle due estremità del pezzo, lasciando invariata la posizione dei punti iniziale e finale della resistenza.
Questo sistema automatico di riferimento permette il posizionamento in modo indipendente anche di più spezzoni di diversa lunghezza, così da poter curvare più resistenze corazzate insieme.
Il centratore velocizza il processo produttivo e riduce gli scarti, perché permette di eliminare il tempo prima necessario per tagliare precisamente a misura le resistenze, oltre che evitare di dover procedere al posizionamento per tentativi.
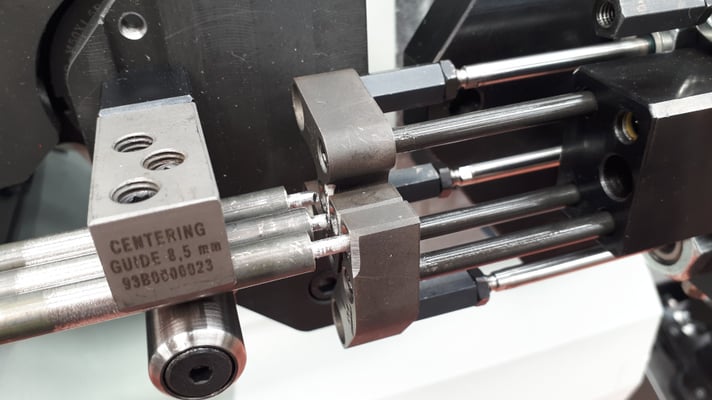 Sistema di centratura automatico per resistenze corazzate montato su piegafilo doppia testa doppia torretta DH40, impiegato per la centratura di 3 resistenze corazzate: il centraggio di ogni resistenza avviene in modo indipendente dalle altre.
Sistema di centratura automatico per resistenze corazzate montato su piegafilo doppia testa doppia torretta DH40, impiegato per la centratura di 3 resistenze corazzate: il centraggio di ogni resistenza avviene in modo indipendente dalle altre.
Evitare la flessione delle resistenze corazzate prima e durante la curvatura
Al fine di evitare la flessione del pezzo, la piegatrice doppia testa DH40 è equipaggiabile con accessori dedicati a sostenere opportunamente la resistenza corazzata prima e dopo la piegatura:
- Sostegni intermedi: si tratta di dispositivi che si ritraggono automaticamente al passaggio dei carri delle teste di curvatura. Questi sostegni automatici semplificano le operazioni di carico e mantengono allineate le estremità della resistenza con l’asse di curvatura, evitando così che i terminali fuoriescano dalle attrezzature di piega.
- Pinze di tenuta e bloccaggio: si tratta di dispositivi che assicurano che la resistenza resti in posizione durante la lavorazione e all'occorrenza ne bloccano lo scorrimento.
 Da sinistra a destra: sostegno intermedio, pinza di bloccaggio e attrezzatura di curvatura di piegafilo doppia testa doppia torretta DH40.
Da sinistra a destra: sostegno intermedio, pinza di bloccaggio e attrezzatura di curvatura di piegafilo doppia testa doppia torretta DH40.
- Pianali di appoggio: particolarmente utili quando è necessario realizzare resistenze corazzate 2D di grandi dimensioni, sostengono il pezzo durante tutto il processo di curvatura, con il doppio vantaggio di mantenerne la planarità e, nel caso in cui la resistenza dovesse avere già i terminali collegati, evitare che i cavi elettrici entrino in contatto con gli organi meccanici della macchina.
- Supporto per raggio variabile: ultimo ma non meno importante, questo dispositivo permette di sostenere la resistenza corazzata durante la curvatura con raggio variabile, evitando che il pezzo si deformi sotto al proprio peso e migliorando di conseguenza la ripetibilità, la rapidità di lavoro e la precisione del raggio di curvatura.
 Resistenza corazzata realizzata eseguita con tecnologia di curvatura a raggio fisso e variabile su piegafilo doppia testa doppia torretta DH40.
Resistenza corazzata realizzata eseguita con tecnologia di curvatura a raggio fisso e variabile su piegafilo doppia testa doppia torretta DH40.
Conclusioni
La curvatura delle resistenze corazzate richiede curvatubi o piegafilo flessibili, produttive e in grado di risolvere in modo sistematico le principali criticità che si presentano in questo particolare campo di applicazione.
I sistemi di curvatura doppia testa e monotesta BLM GROUP permettono ai progettisti di realizzare con efficienza e precisione resistenze di qualsiasi forma, piane o tridimensionali, per soddisfare le più disparate esigenze produttive: dai lotti medio-grandi del settore degli elettrodomestici ai piccoli lotti per applicazioni industriali specifiche.