Die elektrischen Widerstände, auch als Rohrheizkörper bekannt, sind Komponenten, die elektrische in thermische Energie für die Beheizung von Flüssigkeiten oder Gasen umwandeln.
Die elektrischen Widerstände sind sowohl in alltäglichen Haushaltsgeräten wie zum Beispiel Öfen, Heizkessel, Waschmaschinen, Geschirrspülmaschinen, Wasserkessel usw. als auch in Industrieanlagen verschiedener Art weit verbreitet. Ihre schnelle Verbreitung, die auch das Ergebnis der globalen Tendenz des Ausstiegs aus den fossilen Brennstoffen ist, hat die Entwicklung von immer fortschrittlicheren Technologien für ihre Produktion und Bearbeitung angeregt.
Die Biegung ist einer der vielen Prozesse, die an der Produktion dieser Elemente teilnehmen. Im Laufe der Zeit wurden außer den üblichen „U“ und „M“ -Formen Widerstände, die mit neuen 2D- oder 3D-Geometrien ausgestattet waren, erforderlich, die den Wärmeaustausch optimieren und gleichzeitig die Sperrbereiche reduzieren konnten. Das erforderte die Entwicklung der Rohrbiegemaschinen oder Drahtbiegemaschinen für die Biegung von gepanzerten Widerständen, die fähig waren, systematisch die wichtigsten kritischen Punkte zu lösen, die normalerweise vor und während der Bearbeitung auftreten: Biegesysteme, die in der Lage sind, flexibel, effizient und wiederholbar große oder kleine Fertigungslose mit Elementen von auch sehr komplexen Formen herzustellen, die eigens für spezifische Anwendungen studiert wurden.
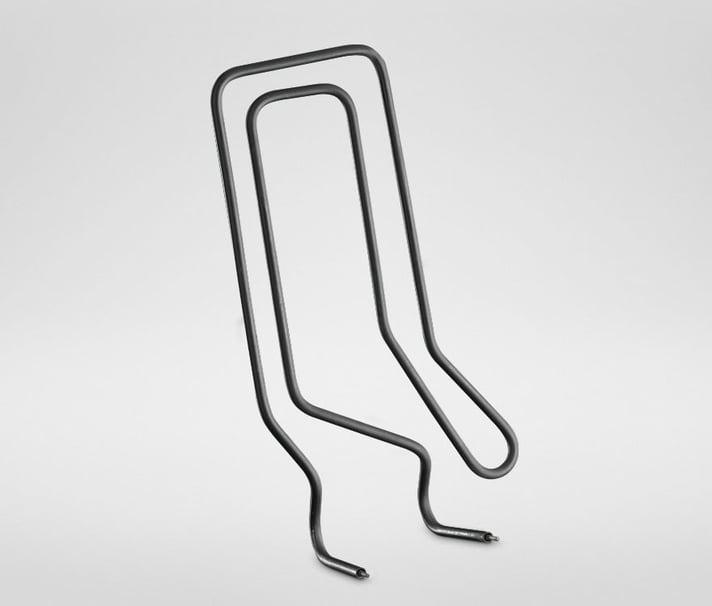 Beispiel eines gepanzerten elektrischen Widerstandes, der mit der Drahtbiegemaschine mit zwei Köpfen mit zwei Türmen DH40 gebogen wurde.
Beispiel eines gepanzerten elektrischen Widerstandes, der mit der Drahtbiegemaschine mit zwei Köpfen mit zwei Türmen DH40 gebogen wurde.
Die wichtigsten Fehlerursachen bei der Biegung der gepanzerten Widerstände
Wegen ihrer Verbundbauweise und der Art, wie sie normalerweise hergestellt werden, können die gepanzerten Widerstände von zwei Hauptfehlertypen betroffen werden:
- Längenfehler: Es kann passieren, dass die Länge der einzelnen Abschnitte in demselben Fertigungslos der röhrenförmigen Widerstände auch um 1 % gegenüber dem Gesamtwert abweichen. Diese Änderung beeinträchtigt die Position der Enden des Widerstandes nach der Biegung und macht das Teil für die Montage unbrauchbar.
- Biegefehler: Aufgrund der geringen Festigkeit kann die Biegung der Teile leicht sowohl während der Handhabung als auch während der Biegung auftreten, insbesondere an sehr langen hervorstehenden Teilen, die dazu tendieren, sich aufgrund ihres Eigengewichtes zu biegen. Die Biegung kann nicht nur die endgültige Form des Teils beeinträchtigen, sondern ist vor allem ein Hindernis für den Biegeprozess, weil sie Fluchtungsfehler zwischen den Enden des gepanzerten Widerstandes und der Biegeachse erzeugt.
 Drei gepanzerte Widerstände mit einer etwas unterschiedlichen Länge, die für die Biegung auf der Drahtbiegemaschine mit zwei Köpfen und zwei Türmen DH40 bereit sind.
Drei gepanzerte Widerstände mit einer etwas unterschiedlichen Länge, die für die Biegung auf der Drahtbiegemaschine mit zwei Köpfen und zwei Türmen DH40 bereit sind.
Obwohl der Biegeprozess der gepanzerten Widerstände wiederholbar und mit sehr genauen Rohr- oder Drahtbiegemaschinen ausgeführt wird, sind Zubehör und Technologien notwendig, die in der Lage sind, die vor dem oder während des Biegeprozesses verursachten Abweichungen oder Fehler zu beseitigen oder auszugleichen.
Aufgrund jahrelanger Erfahrung im Biegen dieser Art von Elementen verfügt die BLM GROUP über ideale technologische Lösungen, um die Probleme zu überwinden, die beim Biegen von gepanzerten oder rohrförmigen Heizelementen auftreten.
Längenabweichungen lösen: über Software und/oder mechanisch
In den Biegesystemen der BLM GROUP kann der Ausgleich der Längenunterschiede der gepanzerten Widerstände über Software und/oder mechanisch ausgeführt werden.
Im ersten Fall spielt die Programmierungssoftware für Rohr- und Drahtbiegemaschinen VGP3D, eine wesentliche Rolle, die für alle Biegesysteme der Gruppe die gleiche ist.
Unter ihren zahlreichen Funktionen ermöglicht es VGP3D zu entscheiden, wie die Längenunterschiede zwischen den verschiedenen geraden Teilen verteilt werden müssen, um die Position für die Enden des Widerstandes und/oder die Gesamtabmessungen des Teils zu bewahren. Auf diese Weise liegen alle Teile ohne unbedeutende Formunterschiede in den Projektspezifikationen.
Im zweiten Fall erfolgt der Ausgleich der Längenabweichungen durch den Zentrierer: ein automatisches programmierbares und ausstattbares Bezugssystem auf der Biegemaschine mit zwei Köpfen DH40, CTA DH40 das den gepanzerten Widerstand in einer gut angegebenen Position zwischen den beiden Biegeköpfen positioniert. Auf diese Weise verteilt der Zentrierer gleichmäßig die Längenfehler auf die beiden Enden des Teils und lässt die Position der Anfangs- und Endpunkte des Widerstandes unverändert.
Dieses automatische Bezugssystem ermöglicht die unabhängige Positionierung auch von mehreren Abschnitten mit unterschiedlicher Länge, sodass mehrere gepanzerte Widerstände zusammen gebogen werden können.
Der Zentrierer beschleunigt den Produktionsprozess und reduziert die Ausschüsse, weil er es ermöglicht, die vorher erforderliche Zeit zu entfernen, um die Widerstände genau zuzuschneiden sowie zu vermeiden, die Positionierung durch Versuche ausführen zu müssen.
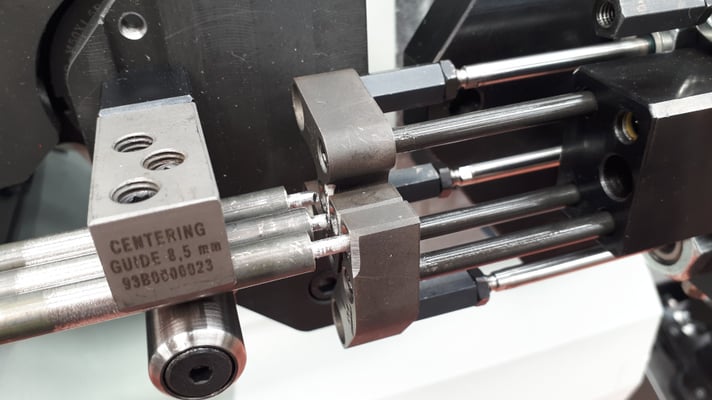 Automatisches Zentriersystem für gepanzerte Widerstände, die auf der Drahtbiegemaschine mit zwei Köpfen und zwei Türmen DH40 montiert werden, das für die Zentrierung von 3 gepanzerten Widerständen verwendet wird: Die Zentrierung jedes Widerstandes erfolgt unabhängig von den anderen.
Automatisches Zentriersystem für gepanzerte Widerstände, die auf der Drahtbiegemaschine mit zwei Köpfen und zwei Türmen DH40 montiert werden, das für die Zentrierung von 3 gepanzerten Widerständen verwendet wird: Die Zentrierung jedes Widerstandes erfolgt unabhängig von den anderen.
Die Biegung der gepanzerten Widerstände vor und während der Biegung vermeiden
Um die Biegung des Teils zu vermeiden, ist die Biegemaschine mit zwei Köpfen DH40 mit entsprechendem Zubehör ausstattbar, um den gepanzerten Widerstand vor und während der Biegung angemessen zu stützen:
- Zwischenhalterungen: Es handelt sich um Vorrichtungen, die sich automatisch bei der Durchfahrt der Wagen der Biegeköpfe zurückziehen. Diese automatischen Halterungen vereinfachen die Ladeverfahren und halten die Enden des Widerstandes mit der Biegeachse ausgerichtet, sodass das Austreten der Enden aus den Biegewerkzeugen vermieden wird.
- Halte- und Spannzangen: Es handelt sich um Vorrichtungen, die versichern, dass der Widerstand während der Bearbeitung in seiner Position bleibt und die sein Gleiten bei Bedarf blockieren.
 Von links nach rechts: Zwischenhalterung, Spannzange und Biegewerkzeug der Drahtbiegemaschine mit zwei Köpfen und zwei Türmen DH40.
Von links nach rechts: Zwischenhalterung, Spannzange und Biegewerkzeug der Drahtbiegemaschine mit zwei Köpfen und zwei Türmen DH40.
- Auflageflächen: Diese sind besonders nützlich, wenn es notwendig ist, gepanzerte 2D-Widerstände mit großen Abmessungen herzustellen, die das Teil während des gesamten Biegeprozesses zu stützen, mit dem doppelten Vorteil, seine Ebenheit zu erhalten, und wenn der Widerstand schon angeschlossene Enden haben sollte, zu vermeiden, dass die Stromkabel mit den mechanischen Elementen der Maschine in Kontakt kommen.
- Halterung für variablen Radius: Diese letzte, aber nicht weniger wichtige Vorrichtung ermöglicht es, den gepanzerten Widerstand während der Biegung mit variablem Radius zu stützen und vermeidet, dass sich das Teil durch sein Eigengewicht verformt, wodurch sie folglich die Wiederholbarkeit, die Schnelligkeit der Arbeit und die Genauigkeit des Biegeradius verbessert..
 Gepanzerter Widerstand, der mit der Biegetechnologie mit festem und variablem Radius auf der Drahtbiegemaschine mit zwei Köpfen und zwei Türmen DH40 ausgeführt wurde.
Gepanzerter Widerstand, der mit der Biegetechnologie mit festem und variablem Radius auf der Drahtbiegemaschine mit zwei Köpfen und zwei Türmen DH40 ausgeführt wurde.
Schlussfolgerungen
Die Biegung der gepanzerten Widerstände erfordert flexible und produktive Rohr- oder Drahtbiegemaschinen, die in der Lage sind, systematisch die wichtigsten kritischen Punkte zu lösen, die in diesem besonderen Anwendungsbereich auftreten.
Die Biegesysteme mit zwei Köpfen und mit einem Kopf der BLM GROUP ermöglichen es den Projektingenieuren, effizient und genau ebene oder dreidimensionale Widerstände jeglicher Form herzustellen, um die unterschiedlichen Produktionsanforderungen zufriedenzustellen: mittelgroße - große Fertigungslose der Haushaltsgerätebranche sowie kleine Fertigungslose für spezifische Industrieanwendungen.