Dans cet article, nous traiterons les principales différences technologiques entre la découpe laser du tube et de la tôle. Une série de critères distinctifs de base, que doit nécessairement connaître quiconque souhaite passer de la découpe laser de la tôle à la découpe laser de tube ou vice versa.
Découpe laser du tube et de la tôle : des jumeaux différents
La technique de la découpe laser est loin d’être nouvelle dans l’industrie. Après des décennies de développement et de commercialisation d’équipements automatisés de plus en plus performants, nous pouvons dire que nous entrons dans un processus de “commercialisation”, comme cela a été le cas pour d’autres techniques matures. La perception et l’utilisation de cette technologie évoluent.
Il y a quelques années encore, la mise en service d’équipements de découpe laser nécessitait des investissements considérables. Au-delà du simple investissement dans la machine, cela s’appliquait à la formation des opérateurs et à l’exécution d’entretiens de routine réguliers, qui se faisaient au détriment de la productivité et de la disponibilité des machines. Mais aussi à l'attention et à l'expérience nécessaires dans le travail quotidien pour ne pas mettre en péril la fiabilité du processus.
Avec la généralisation des sources laser à fibre, l'automatisation et la standardisation toujours croissantes et la standardisation croissante des composants tant pour les pièces d'automatisation que pour les pièces laser, la situation a évolué.
L'investissement initial a été progressivement réduit, en partie en raison de la concurrence de plus en plus vive, et la formation et l'expérience opérationnelle requises ont été considérablement réduites grâce à la technologie des capteurs intégrés.
Nous sommes maintenant sur le point de disposer de systèmes de diagnostic et de maintenance préventive qui promettent d’approcher la disponibilité de l’équipement à 100 %.
Le résultat de cette course au « Fast & Easy » est que les équipements de découpe se ressemblent de plus en plus.
Il en va de même pour les photocopieurs, beaucoup plus répandus, pour lesquels la qualité du résultat s’est standardisée et le seul aspect intéressant restant est devenu le "coût par copie" ou dans notre cas le coût par pièce.
Il deviendra de plus en plus difficile pour les fabricants de se différencier par des arguments et des solutions techniques, et le rôle des services complémentaires dans les systèmes de découpe laser deviendra de plus en plus important : garanties intégrales, outils de maintenance et de diagnostic à distance et préventif, contrats « pay per use », locations, conventions de rachat.
 Un équipement de découpe laser de tôle BLM GROUP dans la découpe d'une tôle d'acier inoxydable.
Un équipement de découpe laser de tôle BLM GROUP dans la découpe d'une tôle d'acier inoxydable.
Les fabricants de machines pour la découpe laser de tôles sont certainement plus proches de ce scénario - favorable aux clients. Face à la multiplicité des concurrents et à l'alignement progressif des techniques, les fabricants doivent accepter une rentabilité moindre (s'ils n'ont pas d'alternative) ou intégrer dans leurs solutions des caractéristiques matérielles et immatérielles supplémentaires.
Certains fabricants continuent d'établir des normes techniques, tandis que de nouveaux acteurs de plus en plus audacieux font leur apparition pour attaquer par le bas une demande soutenue par des niches d'application sans cesse renouvelées.
En observant le secteur de la découpe laser de tubes, nous pouvons supposer que nous verrons une évolution comparable. Pourtant, malgré des avancées significatives en matière de simplification et de rentabilité, l’offre reste très différenciée au regard des contenus techniques.
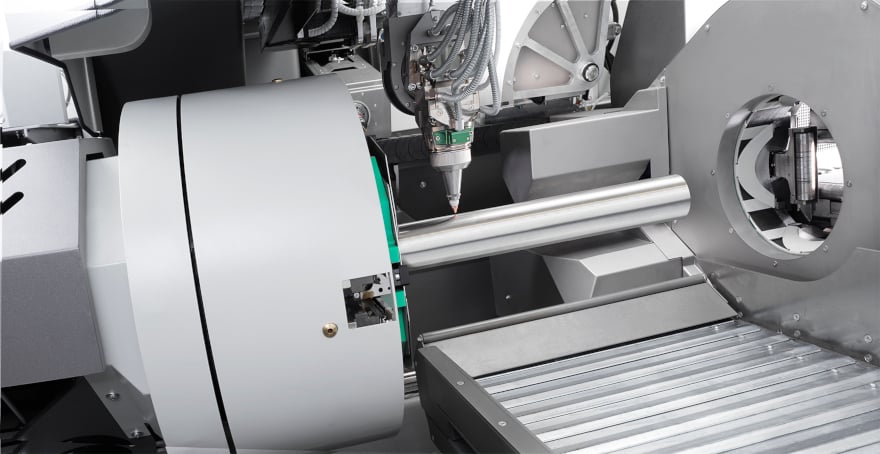
 Équipement de découpe laser de tubes BLM GROUP LT7, dans la découpe d'un tube de section spéciale.
Équipement de découpe laser de tubes BLM GROUP LT7, dans la découpe d'un tube de section spéciale.
Il existe une différence significative entre les performances des équipements de découpe laser de tubes des fabricants consolidés établis, et ceux entrés récemment sur le marché. Cela souligne le lien encore très fort entre le montant des investissements et la valeur technique.
Cette différence est vouée à se réduire dans les années à venir mais pour ceux qui doivent faire un choix aujourd’hui, il convient de prendre en considération certains aspects.
Nous allons maintenant mettre en lumière les critères qui font que le choix des systèmes de découpe laser pour le tube est si différent et si complexe par rapport au choix des systèmes de découpe laser pour la tôle.
Découpe laser d’un tube : « Et pourtant, il se déplace ! »
La première chose qui attire l’attention lorsque l’on regarde un équipement de découpe laser de tubes est que le matériau se déplace tout au long du processus.
En effet, le tube, contrairement à ce qui se produit (habituellement) avec la tôle, après avoir été chargé et amené à la zone de découpe, continue à être déplacé pendant l’usinage ; des translations vers l'avant et vers l'arrière, des rotations à grande vitesse et possiblement avec de fortes accélérations.
 La première chose qui attire l’attention lorsque l’on regarde un équipement de découpe laser de tubes est que le matériau se déplace tout au long du processus.
La première chose qui attire l’attention lorsque l’on regarde un équipement de découpe laser de tubes est que le matériau se déplace tout au long du processus.
Cette caractéristique a des conséquences importantes tant sur la fiabilité que sur la productivité de l’équipement.
Les tubes fins et flexibles ont tendance à se plier et à se coincer s'ils ne sont pas correctement guidés, avec le risque d'interruptions fréquentes de l’usinage.
Les tubes lourds soumettent la machine à des chocs et des vibrations qui nécessitent une robustesse mécanique et des solutions spécifiques garantissant le maintien de l'efficacité de l’équipement dans le temps.
Découpe laser de profilés spéciaux : une unique solution pour de nombreuses formes
Une autre caractéristique du tube par rapport à la tôle est la disponibilité d'un très grand nombre de formes, de sections, de profilés différents (en plus des types de matériaux et d'épaisseurs qui correspondent à ceux de la tôle).
Cette diversité va de tubes ronds, carrés et rectangulaires, les plus simples, qui pouvaient être traités sur les premières installations (il y a plus de 30 ans avec les systèmes de découpe laser de tubes d'Adige - BLM GROUP), pour arriver aux profilés plus complexes avec des épaisseurs variables et aux profilés concaves ouverts.
Chaque section et forme pose des défis pour sa gestion correcte : du chargement, à la manipulation, en passant par le bon réglage de la puissance du laser pour toujours avoir une coupe de qualité (voir ci-dessous), jusqu'au déchargement des pièces.
Qu'il s'agisse, de tubes courts et légers ou de grands profilés lourds qui sont découpés dans des longueurs de plusieurs mètres, entre autres dans le secteur du bâtiment, il existe une multitude de fonctions et de solutions dont les systèmes de découpe laser doivent disposer pour qu'ils puissent toujours traiter les matériaux de manière fiable et durable.
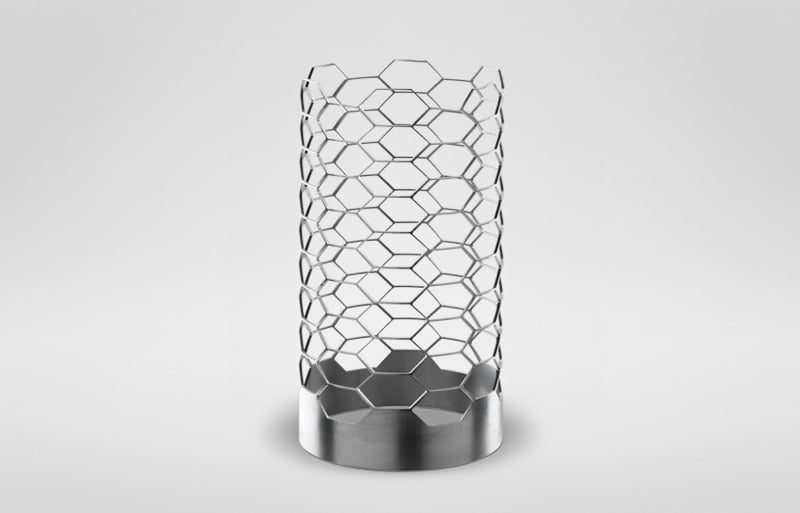
Les géométries à découper peuvent également faire la différence.
Il suffit de penser à l'importance de réaliser correctement des micro-assemblages dans la fabrication de certaines pièces (impossibles à réaliser autrement).
Leur gestion automatique, si disponible, devient la garantie non seulement de la faisabilité de la pièce mais aussi et surtout de l'utilisation correcte de l’équipement, protégé contre d'éventuels événements inattendus que seuls les utilisateurs expérimentés peuvent détecter et éviter lors de la création des programmes de pièces pour les équipements de découpe laser de tubes.
Il va sans dire que dans le domaine de la tôlerie, la manipulation est beaucoup plus limitée (du moins pour la majorité des équipements). Les pièces restent immobiles et sont insérées à l'intérieur de la tôle dans laquelle elles ont été découpées, quels que soient l'épaisseur, le matériau, le type d'usinage, les géométries obtenues.
 Chaque section et forme pose des défis pour sa gestion correcte : du chargement, à la manipulation, en passant par le bon réglage de la puissance du laser pour toujours avoir une coupe de qualité (voir ci-dessous), jusqu'au déchargement des pièces.
Chaque section et forme pose des défis pour sa gestion correcte : du chargement, à la manipulation, en passant par le bon réglage de la puissance du laser pour toujours avoir une coupe de qualité (voir ci-dessous), jusqu'au déchargement des pièces.
Les algorithmes d’imbrication : qui disent halte au gaspillage !
Dans un contexte de hausse continue du prix des métaux, il est plus que jamais nécessaire d'exploiter au mieux les matières premières et de minimiser les déchets (ou au moins de les recycler).
Aujourd’hui, il n’est même pas envisageable de se procurer plus de matériau que nécessaire pour pouvoir produire toutes les pièces requises.
Hormis quelques essais en début de production pour optimiser les paramètres du processus et trouver le bon équilibre entre productivité et qualité de coupe (toujours subjectif en fonction du secteur d'application et du style de chacun), une fois la production lancée, vous devez pouvoir compter sur l'utilisation maximale possible du matériau disponible.
Dans le monde de la tôle, cela est obtenu grâce à des algorithmes dits de « imbrication » ou de compactage qui positionnent et font pivoter toutes les pièces pour les placer le plus près possible les unes des autres. De cette façon, il y a une formation minimum de chutes et davantage de pièces peuvent être placées sur chaque feuille de tôle.
Il en va de même pour le tube avec une petite complication supplémentaire : encore une fois la tridimensionnalité du tube rend plus compliqué le compactage des pièces – surtout si elles sont différentes les unes des autres.
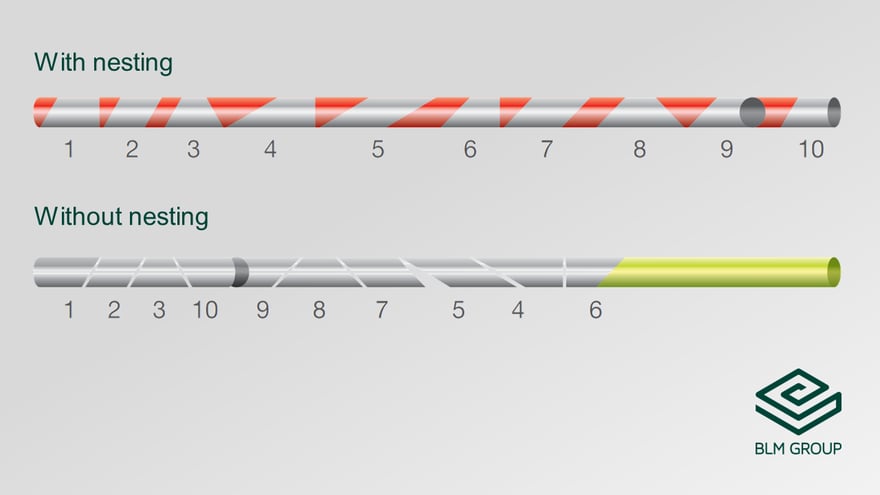 Représentation des économies de matériau dans la découpe laser de tubes à l'aide d'algorithmes d'imbrication.
Représentation des économies de matériau dans la découpe laser de tubes à l'aide d'algorithmes d'imbrication.
En passant de solutions moyennes à des solutions optimales, il est possible d'économiser de nombreux mètres de tubes. Sur des sections grandes et épaisses, même pour une seule série, la différence peut être considérable (et donc des économies). À long terme, quel que soit le mix de production, d'énormes avantages peuvent être obtenus à condition de disposer de solutions de compactage de pointe.
Découpe de tubes, encrassés et imparfaits : Toujours en avance, dans toutes les conditions !
Ceux qui travaillent dans le monde des tubes savent bien que les tolérances géométriques avec lesquelles les barres sont réalisées, les problèmes de torsion et de flexion axiale, la saleté ou la rouille en surface, représentent des problèmes courants.
Parmi ces problèmes, seule une petite partie concerne également la tôle et on comprend donc pourquoi obtenir des pièces à partir de tubes avec une qualité constante, dans des délais raisonnables et sans gaspillage, est nettement plus exigeante. Pour y parvenir, des solutions techniques capables de reconnaître et de compenser les erreurs de forme des barres sont à nouveau nécessaires. Une gestion du laser est nécessaire, capable de traiter efficacement la saleté et la rouille. Il est conseillé que la puissance laser soit correctement réglée en fonction de la vitesse d'avancement à tous les points du parcours de découpe.
Cela permet d'éviter les brûlures et les rebuts aux endroits où l'épaisseur des matériaux des tubes n'est pas constante (par exemple au niveau des soudures) ou aux endroits où leur cintrage change (par exemple dans le cas de profilés spéciaux présentant une concavité profonde et abrupte).
 Assemblage par emboîtement de tubes et de poutres, de grande dimension, découpés au laser.
Assemblage par emboîtement de tubes et de poutres, de grande dimension, découpés au laser.
Sources laser pour la découpe de tubes : Moins de puissance, plus de contrôle !
Une autre différence importante entre le monde de la tôle et celui du tube concerne la puissance des sources laser installées sur les équipements de découpe.
Ces derniers temps, nous avons vu la taille des sources laser dans les équipements de tôle atteindre des niveaux extrêmes (plus de 15 kW et jusqu'à 30 kW !). Hors effet psychologique, parfois fruit d'un marketing peu scrupuleux, que peuvent créer ces chiffres, il est certain qu'une augmentation de puissance, dans des conditions favorables, entraîne une augmentation de la productivité et une augmentation de l'épaisseur maximale usinable, sur la tôle.
Ce phénomène ne s'est pas produit sur le tube. Pourquoi ?
Une fois de plus, c'est la géométrie du matériau qui nous apporte la réponse : d'une part, l'impossibilité de parcourir de longues distances à grande vitesse comme cela se produit sur une feuille de tôle. Par ailleurs, la gamme d'épaisseurs usinables qui pour le tube est nettement plus limitée (avec des épaisseurs élevées on atteint rapidement les limites de poids admis par les équipements). Enfin, le fait que le tube soit en lui-même une forme fermée, c'est à dire avec une partie opposée à celle à couper, limite la puissance maximale pouvant être utilisée pour ne pas provoquer de brûlures et ne pas surchauffer localement le métal.
Dans le cas de la tôle, il n'y a pas de côté opposé. La puissance utilisée pour la coupe (si elle est gérée correctement), une fois l'épaisseur dépassée, est dispersée sur la grille de support.
 Le fait que le tube lui-même soit de forme fermée, c'est à dire avec une partie opposée à celle à couper, limite la puissance maximale pouvant être utilisée afin de ne pas provoquer de brûlures et de ne pas surchauffer localement le métal.
Le fait que le tube lui-même soit de forme fermée, c'est à dire avec une partie opposée à celle à couper, limite la puissance maximale pouvant être utilisée afin de ne pas provoquer de brûlures et de ne pas surchauffer localement le métal.
Découpe laser du tube : 2 + 1 n'est pas toujours égal à 3
Un axe supplémentaire ne suffit pas pour transformer un équipement de découpe laser 2D en un équipement 3D.
Cette méthode de découpe particulière, peu courante sur les tôles (sauf exceptions), sur les tubes est plutôt une opportunité à prendre en compte, à condition de bien savoir ce qu'on veut et ce qu'on peut obtenir. Il s'agit d'incliner le faisceau laser par rapport à la surface du matériau lors de la découpe et le long du parcours pour obtenir des trous chanfreinés, des bords géométriques et des dressages de face inclinés, et ainsi créer des raccords et des supports précis entre les tubes. Cela simplifie ensuite le soudage.
 En inclinant le faisceau laser lors de la découpe laser du tube, il est possible d'obtenir des trous biseautés, des bords géométriques et des dressages de face inclinés, et ainsi de créer des raccords et des supports précis entre les tubes. Cela simplifie ensuite le soudage.
En inclinant le faisceau laser lors de la découpe laser du tube, il est possible d'obtenir des trous biseautés, des bords géométriques et des dressages de face inclinés, et ainsi de créer des raccords et des supports précis entre les tubes. Cela simplifie ensuite le soudage.
Au fur et à mesure que l'angle d'inclinaison varie et à chaque point de la trajectoire, l'épaisseur à découper change et les paramètres du laser doivent nécessairement changer aussi.
Si la commande numérique et les algorithmes intégrés dans la machine gèrent ces changements de manière automatique et robuste, il sera possible de profiter de toutes les opportunités offertes par la découpe 3D ; sinon, il y aura plus d'inconvénients que d'avantages.
Découvrez dans cet article, les avantages de la découpe laser 3D pour les tubes de grande dimension.
Principales différences entre la découpe laser du tube et de la tôle : conclusions
En conclusion, nous avons mis en lumière quelques-uns des aspects qui peuvent rendre le choix d’un équipement de découpe laser de tube, complexe et différent du choix d’un équipement pour la tôle. Il peut y en avoir bien d’autres en fonction de votre secteur d’application et de vos attentes en matière de productivité et de durabilité.
Pour réaliser un investissement qui apporte une valeur ajoutée à long terme et qui accompagne la croissance de votre entreprise, il est préférable de faire confiance à un fournisseur doté d’une expérience et d’une fiabilité reconnues.