In this article, we will discuss the primary differences between tube and sheet laser cutting. There are several basic criteria that anyone wanting to switch from laser cutting of sheet metal to laser cutting of tubes or vice versa should know.
Laser cutting of tube and sheet metal, alike yet different
Laser cutting is really nothing new in the manufacturing industry. After decades of development and marketing of increasingly higher performing automated systems, we can say that, not unlike other more mature technologies, we are moving towards the “commoditization” phase, i.e. a cultural shift in the perception and use of this technology.
Years ago, a laser cutting system was a major investment due to its initial purchase price but also for operator training and the constant maintenance protocols which had to be followed to ensure productivity and system availability both long term and on the daily basis.
Things have changed a lot with the proliferation of fibre laser sources, increased automation and standardization of components for both the automation and the laser parts.
The initial investment has gradually been reduced, partly because of ever-increasing competition but also the significant reduction of the training and experience required as the direct result of the extensive use of integrated sensors. We are close to having diagnostic and preventive maintenance systems that can promise plant availability near 100%.
The result of the "Fast & Easy" race is that cutting systems will look more and more alike. Take the most popular photocopiers, for instance. The resulting quality has been standardized and the "cost per copy” (comparable to the cost per part, in our case) remains the only aspect of interest.
It will become increasingly difficult for manufacturers to differentiate themselves on technical features and solutions, and the role of supplementary services in laser cutting systems - such as all-inclusive warranties, remote and preventive maintenance and diagnosis tools, pay-per-use contracts, rentals and buy-back agreements- will become increasingly prominent.
 A BLM GROUP laser sheet metal cutting system processing a stainless-steel sheet.
A BLM GROUP laser sheet metal cutting system processing a stainless-steel sheet.
This scenario, favorable to end-users, is certainly closer for manufacturers of sheet metal laser cutting systems. The high number of competitors and the gradual levelling out of technical content is driving manufacturers to reduce their margins (when they have no alternative) or otherwise to integrate extra features, both tangible and intangible.
There are still a few brands that are the absolute technical benchmarks, while an increasing number of bold new players are congregating, eager to attack demand, which is always supported by new application niches, from the bottom up.
We can expect the laser tube cutting sector to follow a similar evolution. And yet, despite the significant steps towards simplification and cost-efficiency, the offer is still highly differentiated in terms of technical content.
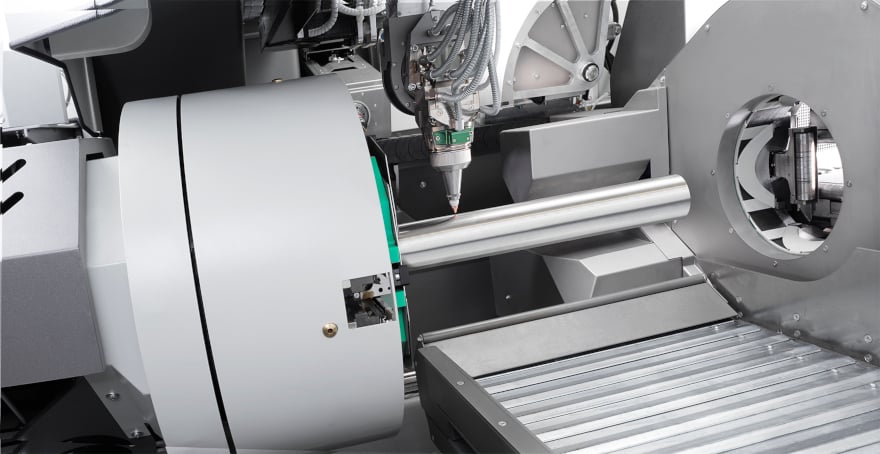
 A BLM GROUP LT7 laser tube cutting system cutting a special section tube.
A BLM GROUP LT7 laser tube cutting system cutting a special section tube.
There is a significant difference in performance between the laser tube cutting systems of established manufacturers and those of more recent newcomers; a sign that the correlation between investment level and technical value is still strong.
This difference is bound to be whittled down in the coming years, but it is worth being aware of a few factors for those having to make a choice today.
So, we will analyze the criteria that make the evaluation of a tube cutting system different and more complex than that of a sheet cutting system.
Tube laser cutting: “And yet it moves!”
The first thing that jumps out at you when you look at a laser tube cutting system is that the material moves throughout the process.
Contrary to what (usually) happens with sheets, after being loaded and taken into the cutting area the tube continues to be moved during the job back and forth, with rotations at high speed and at times high acceleration.
 The first thing that jumps out at you when you look at a laser tube cutting system is that the material moves throughout the process.
The first thing that jumps out at you when you look at a laser tube cutting system is that the material moves throughout the process.
This has important consequences for both the reliability and productivity of the system.
Thin, flexible tubes tend to bend and jam if they are not properly guided, increasing the risk of frequent interruptions. Heavy tubes apply stress to the machine with shocks and vibrations that require mechanical robustness and specific solutions to ensure the system remains efficient over time.
Special section tube laser-cutting: Many shapes in one solution
Another feature of the tube compared to sheet metal is the availability of a huge number of different shapes, sections, and profiles (material and thickness variety is on a par with sheet processing).
These range from the simplest round, square and rectangular tubes that were first sections that could be processed on the earlier systems (more than thirty years ago on the Adige – BLMGROUP Lasertube machines!) to the more complex sections, with variable thickness, open concave profiles.
Each section and shape poses challenges for its correct management from loading, handling, correctly adjusting the laser power for consistently high-quality cuts (see below) to unloading.
From short light-weight tubes to the large, heavy sections (cut into lengths of several metres) such as those used in the structural sector, there are numerous features and solutions that the system must have in place to ensure that processing is always reliable and sustainable.
The geometries to be obtained can also make a difference. Just think about the importance of correctly inserting micro-joints to make parts that otherwise could not be feasible. Automatic management, where available, allows part feasibility but also, and above all, for the correct use of the system by protecting it from potentially unwelcome circumstances that only expert users could detect and prevent when creating the part programs for a laser tube cutting system. CTA ARTUBE
Needless to say, the management of flat sheet cutting is much more limited (at least for most systems). The parts remain stationary and retained within the sheet from which they have been cut, regardless of thickness, material, type of cut or geometries obtained
.
 Each section and shape pose challenges for its correct management from loading, handling, correctly adjusting the laser power for consistently high-quality cuts (see below) to unloading.
Each section and shape pose challenges for its correct management from loading, handling, correctly adjusting the laser power for consistently high-quality cuts (see below) to unloading.
Nesting algorithms: Savings begin where the waste ends
With the ever-increasing cost of metals, it is no longer conceivable to tolerate the under-use of raw material and the generation of excess scrap to be discarded (or recycling at best).
It is also unthinkable to buy extra material beyond the given the number of parts to be made. Apart from a few initial trials to optimize the process parameters and strike the right balance between productivity and cutting quality (always subjective according to the application sector and your own style), once production is up and running you must be able to count on maximum use of the material available.
In the sheet world, this is achieved through nesting or compaction algorithms that position and rotate all the parts to bring them as close together as possible. This leaves minimal waste and allows more parts to fit on each sheet.
The same applies to the tubes but with a slight additional complication. Once again, the three-dimensionality of the tube makes it more complicated to compact the parts – especially if they are different from each other.
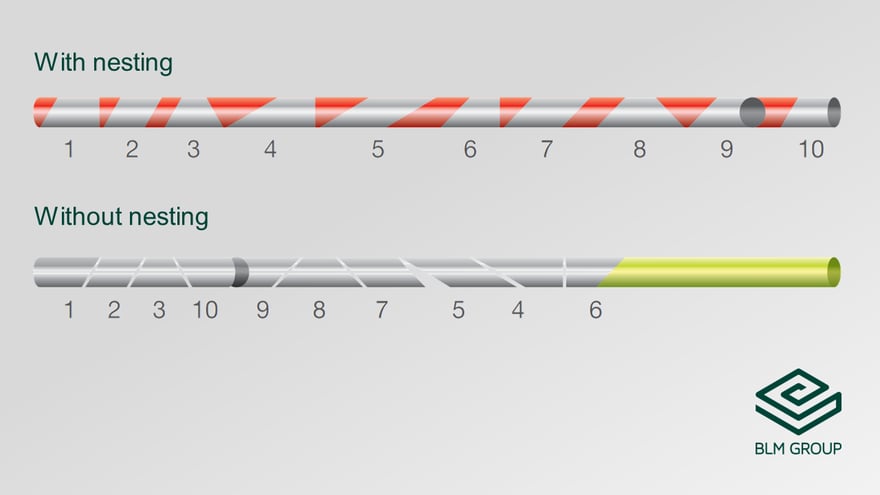 Representation of material savings in laser tube cutting using nesting algorithms.
Representation of material savings in laser tube cutting using nesting algorithms.
Many metres of tubes can be saved when moving from a mediocre solution to the optimal one. The difference (and therefore the savings) can be significant on large, thick sections, even for a single batch. Enormous benefits can be achieved provided that state-of-the-art compaction solutions are available, whatever the production mix.
Scopri come funziona un moderno sistema MES di produzione per risparmiare materiale.
Cutting fouled and imperfect tube: Leading in all conditions
Anyone working in the tube industry knows that geometric tolerances in tube production, torsion and axial bending problems, dirt or rust on the surface, are issues operators need to be prepared to deal with.
Of these problems, only a small proportion also affect sheet metal, so it is easy to see why obtaining parts from the tube, of consistent quality, within a reasonable timeframe and without waste, is anything but simple. To achieve this, technical solutions are once again required that are able to recognize and compensate for variations on the tube shape and can effectively manage the presence of dirt and rust. It is also advisable that the laser power itself is correctly adjusted according to the advancement speed at all points along the path, to avoid burns and loss of the cut where the thickness is not constant (e.g. at the weld seam) or where the curvature of the profile changes (e.g. special sections with deep and sudden concavities).
 A joint made by laser cutting large tubes and beams.
A joint made by laser cutting large tubes and beams.
Laser sources for tube cutting: Less power, more control!
Another important difference between the world of sheet metal and that of tubes concerns the power of the laser sources installed on the cutting system.
In recent times, we have seen the size of laser sources on sheet metal installations grow to extreme levels (over 15 kW and up to 30 kW!). Notwithstanding the psychological effect, sometimes the result of unscrupulous marketing, that these numbers can create, there is no doubt that an increase in power, in favourable conditions, leads to an increase in productivity and an increase in the maximum workable thickness of the sheet metal. This did not occur for tubes. Why is this?
Once again, it is the geometry of the material that provides the answer. One issue is the impossibility of travelling long distances at high speed as on a flat sheet. Secondly, the thickness range that can be processed is much more limited for the tube (with thicker material, the weight limits allowed by the installations are quickly reached). Finally, the fact that the tube itself is a closed shape, i.e. with one side opposite the side to be cut, limits the maximum power that can be used to prevent burns and overheating of cut and uncut walls.
The sheet does not have the problem of having an opposite wall and therefore the power used to cut (when well managed) once it has exceeded the thickness is dispersed onto the support grid.
 The fact that the tube itself is a closed shape, i.e. with one side opposite the side to be cut, limits the maximum power that can be used in order not to cause burns and not to overheat the metal locally.
The fact that the tube itself is a closed shape, i.e. with one side opposite the side to be cut, limits the maximum power that can be used in order not to cause burns and not to overheat the metal locally.
Tube laser cutting: 2 + 1 does not always equal 3!
An extra axis is not enough to transform a 2D laser cutting system into a 3D one. This special cutting method, which is not very common on sheet metal (with a few exceptions), is on the other hand, an opportunity to be considered for tubes, provided you know what you need and what you can achieve. This involves tilting the laser beam relative to the surface of the material during cutting and along the way to obtain chamfered holes, inclined geometry edges and endings and to achieve precise joints and supports between tubes, simplifying welding later on.
 Tilting the laser beam is used to obtain chamfered holes, inclined geometry edges and endings and to achieve precise joints and supports between tubes, simplifying welding later on.
Tilting the laser beam is used to obtain chamfered holes, inclined geometry edges and endings and to achieve precise joints and supports between tubes, simplifying welding later on.
As the angle of inclination changes and at each point along the path, the thickness to be cut changes and with it the laser parameters must also change. If these changes are managed automatically and robustly by the numerical control and the integrated algorithms on the machine, all the opportunities offered by 3D cutting can be exploited; otherwise, there will be more hassle than benefit.
Discover the benefits of 3D laser cutting in large tubes in this article.
The main differences between tube and sheet laser cutting: conclusions
In conclusion, we have seen some of the elements that can make the choice of a laser tube cutting system complex and different from the choice of a sheet system. There may be many others depending on the application area and productivity and sustainability expectations.
All you have to do is to rely on a supplier with recognized experience and reliability to make an investment that will bring value over time and accompany the growth of your company.