En este artículo trataremos las diferencias principales entre el corte por láser de tubos y el corte por láser de láminas. Existen una serie de criterios básicos de distinción que cualquier persona que desee pasar del corte por láser de láminas al corte por láser de tubos, o viceversa, debe conocer necesariamente.
Corte por láser de tubos y corte por láser de láminas: «gemelos diferentes»
El corte láser en la industria manufacturera, no se puede considerar una novedad. Tras décadas de desarrollo y comercialización de equipos automatizados cada vez más potentes, podemos afirmar que, al igual que otras tecnologías más maduras, nos dirigimos hacia una fase de "comoditización", es decir, un cambio cultural en la percepción y el uso de esta tecnología.
Años atrás, una máquina de corte por láser requería una gran inversión no sólo para la compra inicial sino también para la capacitación de operadores, ya que había que respetar un protocolo de mantenimiento constante que impactaba la productividad y la disponibilidad, una cierta atención y experiencia en el uso diario para no comprometer la fiabilidad.
Con la reciente difusión de las fuentes láser de fibra, el aumento de la automatización y de la estandarización de los componentes tanto para la parte automatizada como para la parte láser, la situación ha cambiado mucho.
La inversión inicial se ha ido reduciendo - también como resultado de la competencia cada vez mayor – y la capacitación y experiencia operativa necesarias se han reducido gracias a la fabricación de sensores integrados. Estamos a punto de disponer de sistemas de diagnóstico y mantenimiento preventivo que prometen una disponibilidad del sistema cercana al 100%.
El resultado de esta carrera hacia el “Fast & Easy” es que las máquinas de corte se parecerán cada vez más entre sí. Al igual que ocurrió con las fotocopiadoras, mucho más populares, para las que la calidad del resultado se estandarizó y el único aspecto de interés restante pasó a ser el "coste por copia", en nuestro caso, va a ser el coste por pieza.
Cada vez será más difícil para los fabricantes diferenciarse con argumentos y soluciones técnicas, y el papel de los servicios complementarios en los equipos de corte por láser será cada vez más importante: garantías completas, herramientas de mantenimiento y diagnóstico a distancia y preventivo, contratos de pago por uso, alquileres, acuerdos de recompra.
 Una máquina de corte láser de metales de BLM GROUP utilizada para cortar una lámina de acero inoxidable.
Una máquina de corte láser de metales de BLM GROUP utilizada para cortar una lámina de acero inoxidable.
Este escenario, favorable para los usuarios finales, está más próximo para los fabricantes de máquinas de corte láser de láminas metálicas. El elevado número de competidores y la progresiva nivelación del contenido técnico empujan a los fabricantes a reducir sus márgenes (cuando no tienen otra alternativa) o a integrar suministros materiales e inmateriales suplementarios.
Pocas marcas se mantienen como referencias técnicas absolutas, mientras que a su alrededor se amontonan cada vez más protagonistas nuevos y "valientes", deseosos de atacar desde la base una demanda que, en cualquier caso, siempre está respaldada por nuevos segmentos de aplicación.
Observando el sector del corte por láser de tubos y perfiles CTA LASERTUBE es de esperar que siga la misma evolución. Sin embargo, aunque se han dado pasos importantes hacia la sencillez y la economía de uso, la oferta sigue estando muy diferenciada en cuanto a contenido técnico.
 Un equipo de corte por láser de tubos LT7 de BLM GROUP utilizado para el cortar un tubo de sección especial.
Un equipo de corte por láser de tubos LT7 de BLM GROUP utilizado para el cortar un tubo de sección especial.
Existe una diferencia significativa de prestaciones entre las máquinas de corte por láser de tubos de fabricantes consolidados y los más recientes, señal de que sigue existiendo (¡y perdura!) una fuerte correlación entre el nivel de inversión y el valor técnico.
Esta diferencia disminuirá en los próximos años, pero para quienes tengan que elegir hoy, merece la pena ser conscientes de ello.
Analicemos, ahora, los criterios que hacen que la evaluación de un equipo de corte de tubos sea diferente y más compleja que la de un equipo de corte láser de láminas.
Corte por láser de tubos "¡Y sin embargo se mueve!"
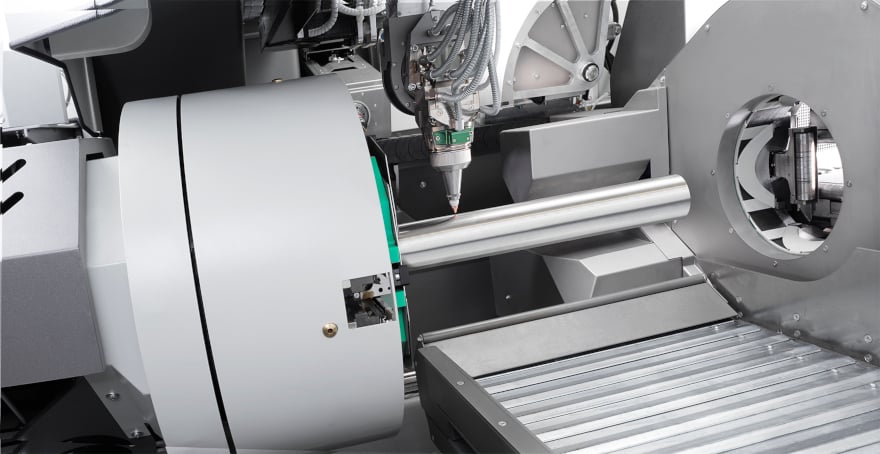
Lo primero que salta a la vista cuando se observa un equipo de corte por láser de tubos es que el material se mueve durante todo el proceso.
De hecho, el tubo, al contrario de lo que ocurre (normalmente) con las láminas de chapa, tras ser cargado y llevado a la zona de corte sigue moviéndose durante el proceso de mecanizado; traslaciones hacia delante y hacia atrás, rotaciones a gran velocidad y hasta con gran aceleración.
 Lo primero que salta a la vista cuando se observa una máquina de corte por láser de tubos es que el material se mueve durante todo el proceso.
Lo primero que salta a la vista cuando se observa una máquina de corte por láser de tubos es que el material se mueve durante todo el proceso.
Esto tiene importantes consecuencias tanto para la fiabilidad como para la productividad del sistema.
Los tubos finos y flexibles tienden a doblarse y atascarse si no se guían correctamente, con el riesgo de que se produzcan frecuentes interrupciones en el mecanizado. Los tubos pesados someten la máquina a golpes y vibraciones que requieren robustez mecánica y soluciones específicas para garantizar la eficiencia de la máquina a lo largo del tiempo.
Corte por láser de tubos de sección especial: muchas formas con una sola solución
Otra característica del tubo respecto a la chapa es la disponibilidad de un enorme número de formas, secciones y perfiles diferentes (así como materiales y espesores equiparables a los de las láminas).
Empezando por las formas redondas, cuadradas y rectangulares más sencillas, que fueron los primeros en incluirse entre las secciones que podían mecanizarse en los primeros equipos (hace ya más de treinta años en las Lásertube de Adige – BLMGROUP) hasta las secciones más complejas, con espesor variables, perfiles cóncavos abiertos.
Cada sección y cada forma plantea retos en lo que respecta a su correcta gestión: de la carga a la manipulación, al ajuste de la potencia del láser para tener siempre un corte de calidad (véase más abajo), hasta la descarga de las piezas.
Tanto si se trata de tubos ligeros de longitud limitada como de grandes secciones pesadas, como las destinadas al sector estructural cortados en longitudes de varios metros, hay numerosas medidas y soluciones que el sistema debe tener para garantizar que el procesamiento sea siempre fiable y sostenible.
Las geometrías que se desean obtener también pueden marcar la diferencia. Piense en lo importante que puede llegar a ser la correcta inserción de microuniones en determinadas piezas que, de otro modo, no podrían fabricarse. Su gestión automática, cuando está disponible, se convierte en el “pas” no sólo para la viabilidad de la pieza sino también, y sobre todo, para el correcto uso de la máquina, contra posibles imprevistos que sólo los usuarios experimentados son capaces de detectar y prevenir a la hora de crear programas piezas para un equipo de corte por láser de tubos.
No hace falta decir que, en el ámbito de las láminas, la manipulación es mucho más limitada (al menos para la mayoría de los sistemas): las piezas permanecen inmóviles e insertadas dentro de la chapa que se ha cortado, independientemente del grosor, el material, el tipo de mecanizado o de las geometrías obtenidas.
 Cada sección y cada forma plantea retos en lo que respecta a su correcta gestión: de la carga a la manipulación, al ajuste correcto de la potencia del láser para tener siempre un corte de calidad (véase más abajo), hasta la descarga de las piezas.
Cada sección y cada forma plantea retos en lo que respecta a su correcta gestión: de la carga a la manipulación, al ajuste correcto de la potencia del láser para tener siempre un corte de calidad (véase más abajo), hasta la descarga de las piezas.
Los algoritmos de nesting: el ahorro empieza donde termina el desperdicio
Con el coste cada vez mayor de los metales, ya no es admisible tolerar el desperdicio de la materia prima y la generación de virutas destinadas a ser eliminadas (o recicladas en el mejor de los casos).
Ni siquiera tiene sentido comprar material en excedencia respecto al número de piezas a realizar. Aparte de unas justas pruebas iniciales para optimizar los parámetros del proceso y obtener el compromiso correcto entre productividad y calidad de corte (siempre subjetivo según el sector de aplicación y el estilo propio), una vez que la producción está en marcha hay que contar con el máximo aprovechamiento posible del material disponible.
En el mundo de la chapa, esto se consigue mediante los llamados algoritmos de "nesting" o de compactación que posicionan y rotan todas las piezas para acercarlas lo máximo posible y aprovechar mejor el material. De este modo, la cantidad de virutas es mínima y caben más piezas en cada lámina.
Lo mismo ocurre con el tubo, con una pequeña complicación añadida: una vez más, la tridimensionalidad del tubo hace más complicado compactar las piezas, – sobre todo si son diferentes entre sí.
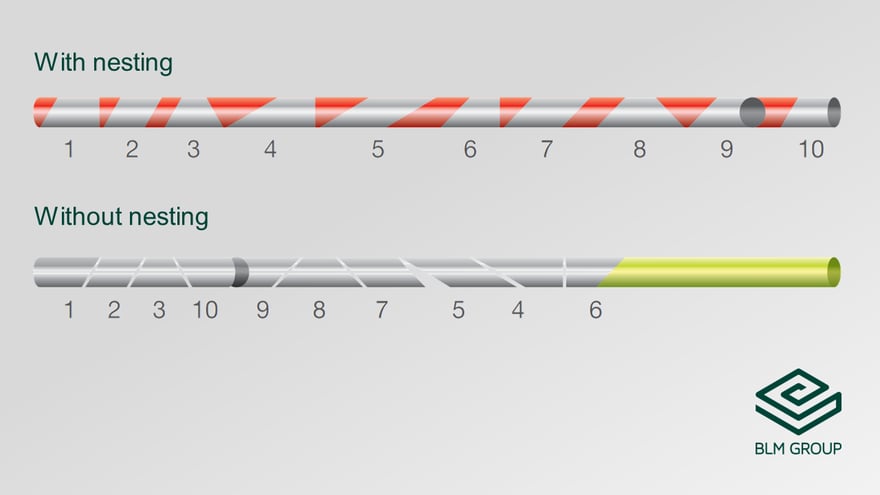 Representación del ahorro de material en el corte por láser de tubos con el uso de algoritmos de nesting.
Representación del ahorro de material en el corte por láser de tubos con el uso de algoritmos de nesting.
Entre una solución mediocre de corte y una óptima con nesting pueden ahorrarse metros de tubo. En secciones grandes y gruesas, incluso para un solo lote la diferencia (y por tanto el ahorro) puede ser significativa. A largo plazo, sea cual sea la mezcla de producción, se pueden conseguir enormes beneficios siempre que se disponga de soluciones de nesting de última generación.
Corte de tubos, sucios e imperfectos: ¡Siempre adelante en todas las condiciones!
Quienes trabajan en el mundo de los tubos saben que las tolerancias geométricas con las que se fabrican las barras, los problemas de torsión y flexión axial, la suciedad o la oxidación de la superficie, son temas que están a la orden del día.
De estos problemas solo una pequeña parte afecta a las láminas, mientras que es evidente que obtener piezas obtenidas de un tubo de calidad constante, en plazos razonables y sin desechos no es nada fácil. Para ello, se necesitan de nuevo soluciones técnicas capaces de reconocer y compensar los errores de forma de las barras. Sirve una gestión del láser capaz de hacer frente eficazmente a la suciedad y a la oxidación. La propia potencia del láser debe ajustarse correctamente a la velocidad de avance en todos los puntos del recorrido, para evitar quemaduras y pérdidas del corte allí donde el espesor no es constante (por ejemplo, en el cordón de soldadura) o donde cambia la curvatura del perfil (por ejemplo, secciones especiales con concavidades profundas y repentinas).
 Unión realizada cortando con láser tubos y vigas de gran tamaño.
Unión realizada cortando con láser tubos y vigas de gran tamaño.
Fuentes láser para el corte de tubos: ¡Menos potencia, más control!
Otra diferencia significativa entre el mundo de la chapa y el mundo del tubo se refiere a la potencia de las fuentes láser instaladas en los equipos de corte.
En los últimos tiempos, hemos visto crecer el tamaño de las fuentes láser en los equipos 2D para láminas hasta niveles extremos (¡más de 15 kW y hasta 30 kW!). A pesar del efecto psicológico, a veces fruto de un marketing sin escrúpulos, que pueden crear estas cifras, no cabe duda de que un aumento de potencia, en condiciones favorables, se asocia a un aumento de la productividad y un aumento del espesor máximo mecanizable de la lámina. En el tubo, este fenómeno no se ha verificado. ¿Por qué?
Una vez más, es la geometría del material la que nos da la respuesta: por un lado la imposibilidad de recorrer largos tramos a alta velocidad, como ocurre en una lámina de chapa. Por el otro, el rango de espesores mecanizables que para los tubos es mucho más limitado (con espesores elevados se alcanzan rápido los límites de peso autorizados para las máquinas). Por último, el hecho de que el tubo es una forma cerrada, es decir, con un lado opuesto al que se va a cortar, limita la potencia máxima que se puede utilizar para no provocar quemaduras y no sobrecalentar localmente el metal.
La lámina no plantea el problema del lado opuesto y por esto la potencia utilizada para cortar (si se gestiona correctamente) una vez superado el espesor, se dispersa sobre la rejilla de soporte.
 El hecho de que el tubo es una forma cerrada, es decir, con un lado opuesto al que se va a cortar, limita la potencia máxima que se puede utilizar para no provocar quemaduras y no sobrecalentar localmente el metal.
El hecho de que el tubo es una forma cerrada, es decir, con un lado opuesto al que se va a cortar, limita la potencia máxima que se puede utilizar para no provocar quemaduras y no sobrecalentar localmente el metal.
Corte por láser de tubos: 2 + 1 no siempre es 3
Un eje adicional no es suficiente para transformar un sistema de corte por láser 2D en 3D.
Este modo de corte especial, que en la chapa no es muy común (salvo algunas excepciones), es en cambio una oportunidad que debe debe tenerse en cuenta, siempre que se sepa lo que se necesita y lo que se puede obtener. Se trata de inclinar el rayo láser respecto a la superficie del material durante el corte y a lo largo del recorrido para obtener orificios achaflanados, bordes de las geometrías y extremos inclinados y realizar así uniones y apoyos precisos entre varios tubos, simplificando la fase siguiente de soldadura.
 Tilting the laser beam is used to obtain chamfered holes, inclined geometry edges and endings and to achieve precise joints and supports between tubes, simplifying welding later on.
Tilting the laser beam is used to obtain chamfered holes, inclined geometry edges and endings and to achieve precise joints and supports between tubes, simplifying welding later on.
Al variar el ángulo de inclinación y en cada punto del recorrido, cambia el espesor a cortar y con éste, deben necesariamente cambiar también los parámetros del láser. Si el control numérico y los algoritmos integrados en la máquina gestionan estos cambios de forma automática y robusta, se podrán aprovechar todas las oportunidades que ofrece el corte 3D; de lo contrario, habrá más inconvenientes que ventajas.
Descubra las ventajas del corte por láser 3D en tubos de gran tamaño en este artículo.
The main differences between tube and sheet laser cutting: conclusions
In conclusion, we have seen some of the elements that can make the choice of a laser tube cutting system complex and different from the choice of a sheet system. There may be many others depending on the application area and productivity and sustainability expectations.
All you have to do is to rely on a supplier with recognized experience and reliability to make an investment that will bring value over time and accompany the growth of your company.