Dans de nombreux cas, la soudure des tubes constitue un problème qu'il convient de résoudre pour obtenir des pièces finies satisfaisantes. Les exigences techniques, l'aspect, les tolérances de structure et d'épaisseur et la continuité du processus de soudure ne permettent pas de laisser la position du cordon de soudure au hasard. Cela vaut aussi bien pour la découpe laser que pour le cintrage. Nous allons examiner de plus près les solutions disponibles sur les systèmes BLM GROUP.
Dans le cas de la découpe laser, chaque tube chargé par un faisceau peut potentiellement entrer dans la machine sous un angle différent. L'orientation manuelle des tubes prend du temps et, surtout, expose l’opérateur à de potentielles erreurs qui, si elles ne sont pas interceptées et corrigées, peuvent entraîner la mise au rebut de nombreuses pièces.
Dans la découpe laser de tubes de section carrée et de paquet ordonné, il est certainement possible de pré-orienter les tubes dans le chargeur de l’équipement de découpe laser, s’assurant que l'angle correct est maintenu lorsque le tube est transféré sur la ligne de travail.
Cependant, dans la découpe laser de tubes de section ronde, et généralement de paquet non ordonné, il n'existe aucun moyen de contraindre de manière fiable l'angle de chargement de chaque tube afin que le cordon de soudure se trouve à l'endroit souhaité. Mais surtout, il n'est pas possible de garantir que l'angle est le même pour tous les tubes.
Pour avoir un processus fiable et ne pas générer de déchets, la solution est de détecter la soudure sur le tube à découper au laser après son chargement. Les équipements de découpe laser BLM GROUP effectuent cette opération grâce à un dispositif optique installé dans la cabine de découpe appelé Active Weld.
Si vous souhaitez en savoir plus sur les technologies de soudage innovantes qui révolutionnent le marché au-delà du traitement des soudures du tube, la cellule de soudage laser robotisée de BLM GROUP pourrait vous intéresser.
 Dans la découpe laser de tubes de section carrée et de paquet ordonné, il est certainement possible de pré-orienter les tubes dans le chargeur de l’équipement de découpe laser.
Dans la découpe laser de tubes de section carrée et de paquet ordonné, il est certainement possible de pré-orienter les tubes dans le chargeur de l’équipement de découpe laser.
Comment fonctionne le système de détection de la soudure du tube : Active Weld
A la fin du chargement, le tube est éclairé afin de mettre en évidence le cordon de soudure – qu'il soit à l'intérieur ou à l'extérieur du tube – et en même temps une caméra identifie automatiquement sa position. L’information est transmise à la commande numérique qui compare les données mesurées avec les informations contenues dans le programme pièce (ou paramétrées par l'opérateur sur la console).
La machine fait ensuite pivoter le tube afin que l’usinage commence à l'angle défini lors de la programmation. Le même angle sera reproduit pour tous les tubes du faisceau. De cette manière, les pièces seront toutes identiques, avec la soudure orientée dans la même direction par rapport aux usinages.
 En fin de chargement, le tube est éclairé afin de mettre en évidence le cordon de soudure.
En fin de chargement, le tube est éclairé afin de mettre en évidence le cordon de soudure.
Dans les cas où la marque de la soudure est particulièrement légère ou si le tube présente de nombreuses marques susceptibles d’induire le système de détection automatique en erreur, il est possible pour l'opérateur d'activer une procédure de formation initiale.
L'image cadrée par la caméra Active Weld est accessible depuis le moniteur de la console pour définir la zone de soudure sur le premier tube du faisceau, en particulier sa largeur, son niveau de contraste et également un niveau de confiance attribué afin d’éliminer toute incertitude.
Le système recherchera le même motif sur tous les autres tubes, sans nécessiter d'autre intervention de l'opérateur, tant que le niveau de confiance détecté est supérieur au seuil. Si le système de reconnaissance détecte un niveau de confiance inférieur au seuil minimum défini, la machine demandera à l'opérateur de reconfirmer visuellement la soudure.
Ce mode interactif permet d’éviter que la machine ne produise des pièces mal orientées.
Découvrez les solutions BLM GROUP pour optimiser l'imbrication dans la découpe laser du tube
Lorsqu'il est nécessaire de détecter des soudures dans l’usinage du tube ?
Maintenant que vous savez que la solution existe et qu’elle est fiable, examinons successivement les cas les plus fréquents où il faut identifier le cordon de soudure.
Des pièces toutes identiques
Pour garantir la répétabilité des pièces produites, tous les tubes doivent être travaillés avec :
- la soudure dans la même position ;
- la même face dans la même position initiale dans le cas de tubes carrés ou rectangulaires ;
- le même angle initial s'il s'agit de tubes ronds (par exemple soudure toujours à 90° par rapport à la première coupe).
Cordon de soudure épais
Les paramètres technologiques du laser, sélectionnés automatiquement par la machine pour être optimaux sur l'épaisseur nominale du tube, peuvent s'avérer inefficaces, lorsque la coupe traverse le cordon de soudure.
Il peut donc arriver que les chutes ne se détachent pas ou, dans certains cas, que la pièce ne se sépare pas à la fin de l’usinage, ce qui entraîne une interruption du cycle automatique et la nécessité d'intervenir pour la détacher manuellement du reste du tube.
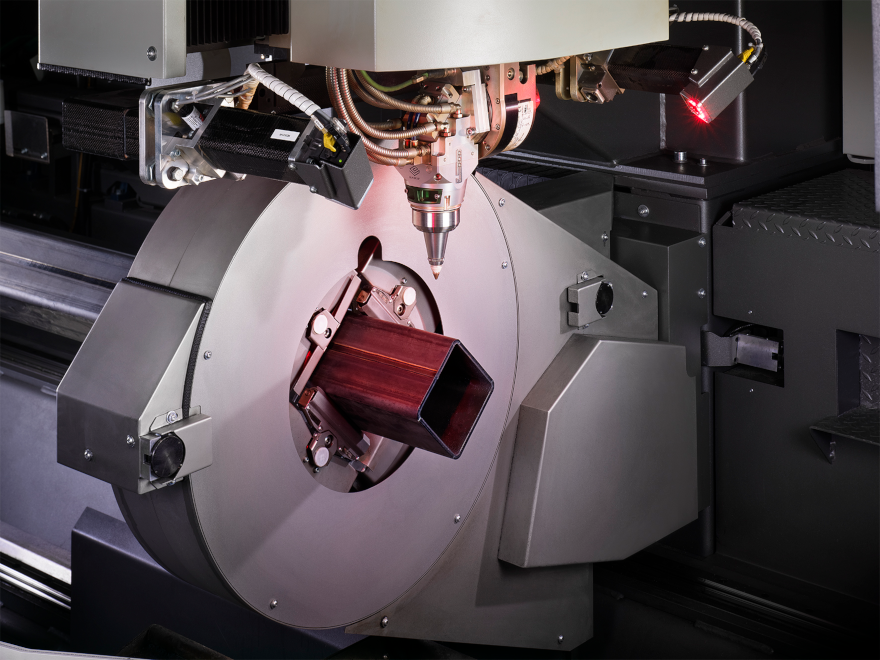
 Tube avec cordon de soudure épais, découpé au laser sur un système Lasertube.
Tube avec cordon de soudure épais, découpé au laser sur un système Lasertube.
Pour résoudre ces problèmes – en particulier le deuxième– l'opérateur peut configurer manuellement une plus grande puissance laser mais, ne sachant pas où se situe la soudure, cette plus grande puissance sera utilisée pendant tout l’usinage. Par conséquent, la chaleur transférée à la pièce sera plus importante et le risque de brûlure plus élevé.
Au contraire, la connaissance de la position de la soudure permet à la machine de modifier les paramètres du laser uniquement lors du passage sur la section la plus épaisse, en conservant les paramètres standard pour le reste de la coupe et en obtenant ainsi la meilleure qualité de découpe laser possible. Le détachement de la pièce aura lieu systématiquement et le processus se déroulera de manière fiable et sans interruption.
Exigences esthétiques
Lorsque vous souhaitez cacher la soudure car les tubes restent apparents sans être peints, il faut choisir d’orienter la barre pour que le cordon de soudure reste du côté caché.
Robustesse mécanique
La zone de soudure est altérée au niveau thermique c'est-à-dire qu'elle a une résistance mécanique différente par rapport au reste du tube en raison des effets de la chaleur transmise lors de la phase de scellement (trempe). Cette différence entraîne une asymétrie dans le comportement mécanique du tube qui peut altérer le résultat de l’usinage ultérieur.
Comment détecter le cordon de soudure dans une cintreuse
Même dans le cintrage du tube, il est préférable voire indispensable de gérer la position de la soudure. Dans ce cas également, il peut y avoir des exigences esthétiques qui requièrent que le tube soit orienté de manière appropriée avant de commencer à exécuter les cintres, une exigence qui est souvent requise dans le secteur du mobilier.
Tout d'abord, il est conseillé d'éviter de positionner la soudure sur l'extrados (c'est à dire le côté extérieur du cintre) car c'est la partie du tube qui est étirée à la suite de la déformation. La soudure modifie les caractéristiques mécaniques du métal – en le durcissant - en raison de la chaleur transférée, ce qui peut entraîner des fissures. De plus, la résistance mécanique du tube soudé n'est plus uniforme et symétrique.
 Lors du cintrage du tube, il est conseillé d'éviter de positionner la soudure sur l'extrados.
Lors du cintrage du tube, il est conseillé d'éviter de positionner la soudure sur l'extrados.
Si la soudure pouvait se positionner de manière aléatoire, différents effets de retour élastique seraient obtenus en fonction de la manière dont le tube est chargé (s'il n'est pas repositionné) et donc une moindre répétabilité du processus de cintrage du tube. En définitive, la soudure doit être détectée et positionnée de manière systématique et constante.
La procédure est similaire à celle déjà décrite pour les équipements de découpe laser, pour tenter de faire en sorte que la soudure ait l'orientation souhaitée (notamment pour les tubes ronds). Une erreur est toujours possible, c'est pourquoi il est préférable d'utiliser un capteur positionné à proximité de la tête de cintrage.
Le capteur optique de détection du cordon de soudure s'active avant le début du cycle de cintrage du tube et détecte la position de la discontinuité chromatique sur le tube en rotation en dessous de celui-ci, en particulier une soudure foncée sur un tube de couleur claire, typique de l'acier inoxydable, ou une soudure claire sur des profilés foncés, plus fréquente dans tubes en acier doux.
Une fois la soudure détectée, la cintreuse de tubes fait pivoter le tube dans la configuration initiale correcte.
Avec cette approche, il est naturellement possible de voir la soudure uniquement sur l'extérieur du tube. Dans les cas où la soudure n'est visible qu'à l'intérieur, l'opérateur peut marquer le tube à l'extérieur avec une ligne colorée correspondant au cordon : il s'agit d'un compromis, mais qui résout à la fois les exigences techniques et esthétiques sans peser excessivement sur la productivité de la machine.
 Le capteur optique de détection du cordon de soudure est activé avant de démarrer le cycle de cintrage du tube.
Le capteur optique de détection du cordon de soudure est activé avant de démarrer le cycle de cintrage du tube.
Comment définir la position du cordon de soudure lors de la création du programme pièce
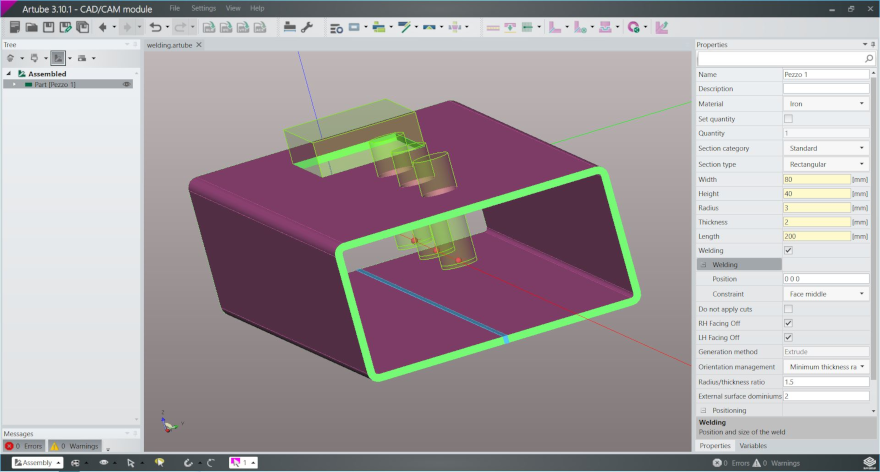
L'attribution de la position se fait simplement grâce aux graphiques CAD/CAM tridimensionnels disponibles aussi bien pour les équipements de découpe laser que pour les cintreuses BLM GROUP, respectivement ArTube et VGPNext.
Tout comme pour ajouter les usinages souhaités sur le tube brut – des géométries à découper ou des cintres à réaliser –, il existe également une aide graphique claire et univoque pour la soudure : la pièce complète avec l'orientation souhaitée sera visible en aperçu avec la soudure dans la position requise.
 L'attribution de la position se fait simplement grâce aux graphiques CAD/CAM tridimensionnels disponibles aussi bien pour les équipements de découpe laser que pour les cintreuses BLM GROUP.
L'attribution de la position se fait simplement grâce aux graphiques CAD/CAM tridimensionnels disponibles aussi bien pour les équipements de découpe laser que pour les cintreuses BLM GROUP.
La machine recevra l'information, activera le dispositif de détection au début de chaque nouvelle barre et définira en quelques secondes l'orientation requise en phase de conception de la pièce.
Cela signifie qu’il n’y a pas d’erreur possible de la part de l'opérateur, pas de rebuts ou de pièces différentes, et que les usinages sont fiables pour toutes les pièces du lot.
Le réglage de la position de la soudure peut également être effectué sur la machine via l'interface graphique en quelques étapes simples guidées.
Conclusions
La recherche de la soudure est l'une des nombreuses fonctions disponibles sur les systèmes BLM GROUP. Elle est le résultat de milliers d'installations et de décennies d'optimisation dans tous les secteurs et avec tous les types de tubes. Cette expérience dans l’usinage du tube se traduit par la fiabilité et la productivité, les deux principaux des éléments d'intérêt pour tout client qui souhaite maintenir une solide compétitivité.