En muchos casos la soldadura en los tubos que se van a mecanizar es un problema que debe enfrentarse para obtener piezas acabadas apreciables: requisitos técnicos, estéticos, estructurales pero también tolerancias de espesor y, por tanto, riesgos para la continuidad del proceso, no permiten dejar a la casualidad la posición del cordón de soldadura, es decir, el ángulo en el que se presenta cada tubo cargado, ya sea que se trate de corte por láser o de curvado. Analicemos en detalle la cuestión para poder apreciar las soluciones disponibles en los equipos BLM GROUP.
En el caso del corte por láser, cada tubo cargado por un haz puede entrar en la máquina con un ángulo distinto. La orientación manual de los tubos, además de requerir tiempo, expone al operador a potenciales errores que, si no se interceptan, hacen que se desechen varias piezas.
En el corte por láser de tubos de sección cuadrada y con haz de tubos ordenado, ciertamente existe la posibilidad de pre-orientar los tubos en el cargador del sistema Lasertube, con la seguridad de que el ángulo seguirá siendo el mismo durante la transferencia a la línea de mecanizado. El corte por láser de tubos de sección redonda al contrario, y en general con haces no ordenados, no permite vincular de forma fiable el ángulo de carga de cada tubo y obtener la soldadura donde se desea, pero y sobre todo, no hay modo de asegurar que el ángulo sea el mismo para todos los tubos.
Para contar con un proceso fiable y no generar desechos, la solución es detectar la soldadura en el tubo que se va a cortar con láser después de cargarlo. Las Lásertube BLM GROUP realizan esta tarea a través de un dispositivo óptico instalado en la cabina de corte, llamado Active Weld.
Si, además de saber cómo gestionar la soldadura del tubo durante su procesamiento, también desea conocer las innovadoras tecnologías de soldadura que están revolucionando el mercado, puede que le interese la celda de soldadura láser robotizada de BLM GROUP.
 El corte por láser de tubos de sección cuadrada y con haz de tubos ordenado, brinda la posibilidad de pre-orientar los tubos en el cargador del sistema Lásertube.
El corte por láser de tubos de sección cuadrada y con haz de tubos ordenado, brinda la posibilidad de pre-orientar los tubos en el cargador del sistema Lásertube.
Cómo funciona el sistema de detección de la soldadura del tubo: Active Weld
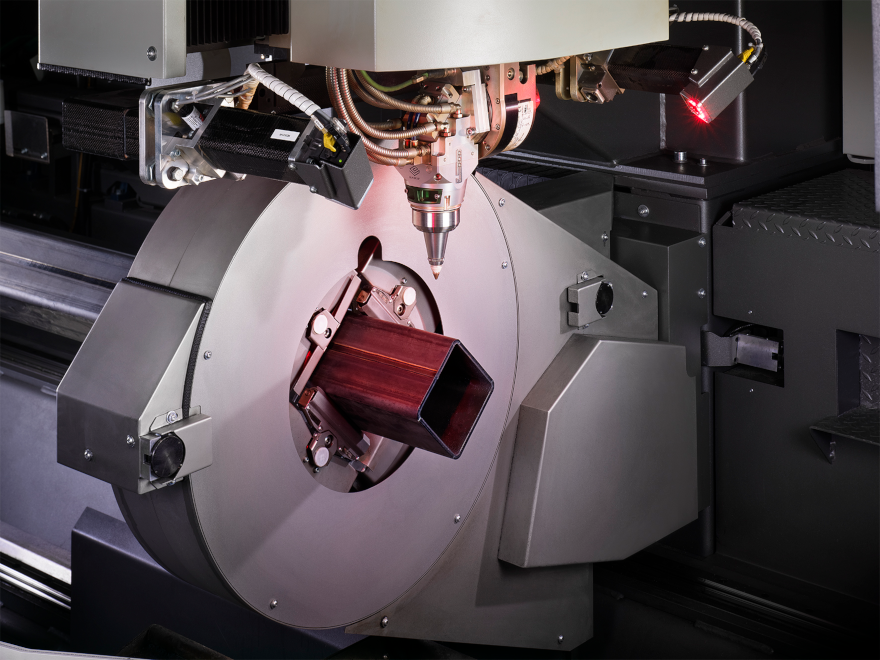
El tubo, al final de la carga, se ilumina para resaltar el cordón de soldadura – tanto si está en el interior como en el exterior del tubo – y, al mismo tiempo, una cámara detecta automáticamente la posición. Ésta se transmite al control numérico que compara el dato medido con la información contenida en el programa pieza (o configurada por el operador en la consola de mando).
Después, la máquina hace girar el tubo para que el mecanizado comience en el ángulo definido durante la programación: se reproducirá el mismo ángulo para todos los tubos del haz. De esta forma, y sólo de esta forma, las piezas tendrán todas el mismo aspecto, con la soldadura orientada en la misma dirección respecto al mecanizado.
 El tubo, al final de la carga, se ilumina para resaltar el cordón de soldadura.
El tubo, al final de la carga, se ilumina para resaltar el cordón de soldadura.
En los casos en que la marca de soldadura sea particularmente leve o el tubo muestre numerosas marcas que puedan engañar al sistema de detección automática, el operador puede activar un procedimiento de entrenamiento inicial.
La imagen encuadrada por la cámara del dispositivo Active Weld es accesible desde la pantalla de la consola y es posible definir en el primer tubo del haz la zona que contiene la soldadura: su anchura, el nivel de contraste y también un nivel de tolerancia para eliminar cualquier incertidumbre.
El sistema buscará el mismo esquema en todos los tubos subsiguientes, sin requerir ninguna acción por parte del operador mientras el nivel de tolerancia detectado esté por encima del límite: si el sistema de reconocimiento detecta un nivel de tolerancia por debajo del límite mínimo establecido, la máquina pedirá al operador de confirmar visualmente la soldadura.
Este modo interactivo permite evitar que la máquina fabrique piezas con una orientación incorrecta.
Descubra las soluciones de BLM GROUP
para optimizar el nesting en el corte por láser de tubos
Cuándo es necesario detectar la soldadura en el mecanizado del tubo?
Ahora que hemos constatado que existe una solución y que es fiable, veamos en orden los casos más frecuentes en los que es necesario identificar el cordón de soldadura.
Piezas todas iguales
Para asegurar la repetibilidad de las piezas fabricadas es necesario que todos los tubos se mecanicen con:
- la soldadura en la misma posición;
- la misma cara en la misma posición inicial cuando se trate de tubos cuadrados o rectangulares;
- el mismo ángulo inicial si se trata de tubos redondos (por ej. la soldadura siempre a 90° respecto al primer corte).
Cordón de soldadura de espesor considerable
Los parámetros tecnológicos del láser, seleccionados automáticamente por la máquina, para ser óptimos en el espesor nominal del tubo, pueden resultar ineficaces cuando el corte atraviesa el cordón de soldadura.
Por lo tanto, puede ocurrir que las virutas no se desprendan o, en algunos casos, que la pieza no se separe al final del proceso de mecanizado, lo que puede provocar una interrupción del ciclo automático y la necesidad de intervenir para separar manualmente la pieza del resto del tubo.
 Tubo con cordón de soldadura de espesor marcado, cortado con láser en sistema Lásertube.
Tubo con cordón de soldadura de espesor marcado, cortado con láser en sistema Lásertube.
Para resolver estos inconvenientes – sobre todo el segundo – el operador puede ajustar manualmente una potencia superior del láser, pero, al no saber dónde se encuentra la soldadura, este aumento de potencia se utilizará durante todo el proceso de mecanizado. Consecuentemente, el calor transferido a la pieza será mayor y el riesgo de quemaduras más concreto.
Si, al contrario, se conoce la posición de la soldadura la máquina puede modificar los parámetros del láser sólo en ocasión de la primera pasada en el tramo con mayor espesor manteniendo los parámetros estándar para el resto del recorrido y consiguiendo así la mejor calidad de corte por láser posible. La pieza se desprenderá sistemáticamente y el proceso se llevará a cabo de forma fiable y sin interrupciones.
Exigencias estéticas
Cuando se desea ocultar la soldadura porque los tubos se quedan a la vista sin haber sido pintados se opta por orientar la barra de modo que el cordón de soldadura quede en el lado oculto del tubo.
Resistencia mecánica
La zona de la soldadura–aunque relativamente –está alterada térmicamente, es decir, ofrece una resistencia mecánica diferente respecto al resto del tubo debido a los efectos del calor transmitido en la fase de sellado: esta diferencia determina una asimetría en el comportamiento mecánico del tubo que puede modificar el resultado del tratamiento posterior.
Cómo detectar el cordón de soldadura en una dobladora de tubos
También en el curvado de tubos, es preferible - cuando no es indispensable - gestionar la posición de la soldadura. De nuevo, puede haber requisitos estéticos que exijan que el tubo esté oportunamente orientado antes de empezar a realizar las curvas, como suele ocurrir en la industria del mueble.
Es oportuno evitar que la soldadura esté posicionada en el extradós (es decir en el lado externo de la curva) siendo la parte del tubo que se estira como consecuencia de la deformación. La soldadura cambia las propiedades mecánicas del metal – lo endurece - debido al calor transferido, lo que puede ocasionar roturas. Además, la resistencia mecánica del tubo soldado ya no resulta uniforme ni simétrica.
 En el curvado del tubo es oportuno evitar que la soldadura esté posicionada en el extradós.
En el curvado del tubo es oportuno evitar que la soldadura esté posicionada en el extradós.
Si se deja que la soldadura se posicione de forma aleatoria, se producirían diferentes efectos de retorno elástico en función de cómo se cargue el tubo (si no se ha reposicionado) y, por tanto, una menor repetibilidad del proceso de curvado del tubo. En definitiva, la soldadura debe detectarse y posicionarse de forma constante y sistemática.
El procedimiento es similar al que ya se ha descrito para las Lásertube, para tratar que la soldadura tenga la orientación deseada (especialmente para los tubos redondos). El error siempre está latente, por lo que es preferible utilizar un sensor situado cerca del cabezal de curvado.
El sensor óptico de detección del cordón de soldadura se activa antes de iniciar el ciclo de curvado del tubo y detecta la posición de la discontinuidad cromática en el tubo que gira por debajo: soldadura oscura sobre tubo claro, típico del acero inoxidable o soldadura clara sobre perfil oscuro más frecuente en los tubos de acero dulce.
Una vez detectada la soldadura, la curvadora de tubos gira el tubo en la configuración inicial correcta.
Naturalmente, con este método sólo es posible ver la soldadura en el exterior del tubo. En los casos en que la soldadura sólo es visible en el interior, el operador puede seguir marcando el tubo en el exterior con una línea de color en el cordón: se trata de un compromiso, pero resuelve las necesidades técnicas y estéticas sin suponer una sobrecarga en la productividad de la máquina.
 El sensor óptico de detección del cordón de soldadura se activa antes de que empiece el ciclo de curvado del tubo.
El sensor óptico de detección del cordón de soldadura se activa antes de que empiece el ciclo de curvado del tubo.
Criteria Checklist for selecting the right tube bending machine
Cómo definir la posición del cordón de soldadura durante la fase de creación del programa pieza
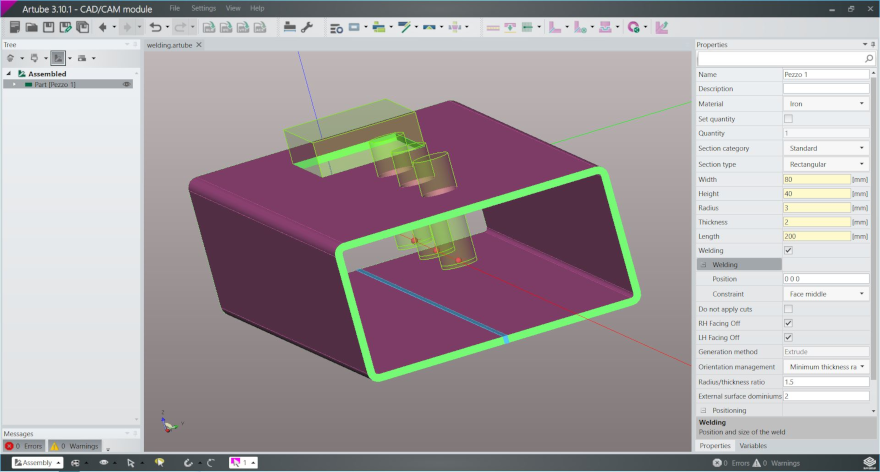
La asignación de la posición es fácil gracias a los CAD/CAM gráficos tridimensionales disponibles tanto para las Lásertube como para las dobladoras de tubos de BLM GROUP, ArTube y VGPNext respectivamente.
Del mismo modo que se añaden las operaciones de mecanizado deseadas en el tubo sin tratar – geometrías a cortar o curvas a realizar –, también se dispone de una ayuda gráfica clara e inequívoca para la soldadura: la pieza completa con la orientación necesaria se visualizará con la soldadura en la posición deseada.
 La asignación de la posición es fácil gracias a los CAD/CAM gráficos tridimensionales disponibles tanto para las Lásertube como para las dobladoras de tubos de BLM GROUP.
La asignación de la posición es fácil gracias a los CAD/CAM gráficos tridimensionales disponibles tanto para las Lásertube como para las dobladoras de tubos de BLM GROUP.
La máquina recibirá la información, activará el dispositivo de detección al principio de cada barra nueva y en pocos segundos establecerá la orientación requerida durante la fase de diseño de la pieza.
Todo esto significa que no hay posibilidad de error por parte del operador, no hay piezas rechazadas o diferentes entre sí: mecanizado fiable en todas las piezas del lote.
La posición de la soldadura también se puede definir en la máquina utilizando la interfaz gráfica con unos pocos y sencillos pasos guiados.
Conclusiones
La búsqueda de la soldadura es una de las numerosas funcionalidades disponibles en los sistemas de BLM GROUP, fruto de miles de instalaciones y décadas de optimización en todos los sectores y con tubos de todo tipo, una experiencia en el mecanizado de tubos que se traduce en fiabilidad y productividad, los dos principales elementos de interés para un cliente que desea mantener firme su competitividad.