Cosa sono le sezioni speciali?
Quando si parla comunemente di tubi, vengono in mente ai più, ma soprattutto ai non addetti ai lavori, profili tondi, quadri e rettangoli. Li si vede frequentemente, utilizzati nelle applicazioni più varie e nelle misure più diverse: oggetti d’arredamento, telai di veicoli a due (o più) ruote, mezzi pesanti, autobus e treni, costruzioni idrauliche e persino grandi strutture come ponti ed edifici.
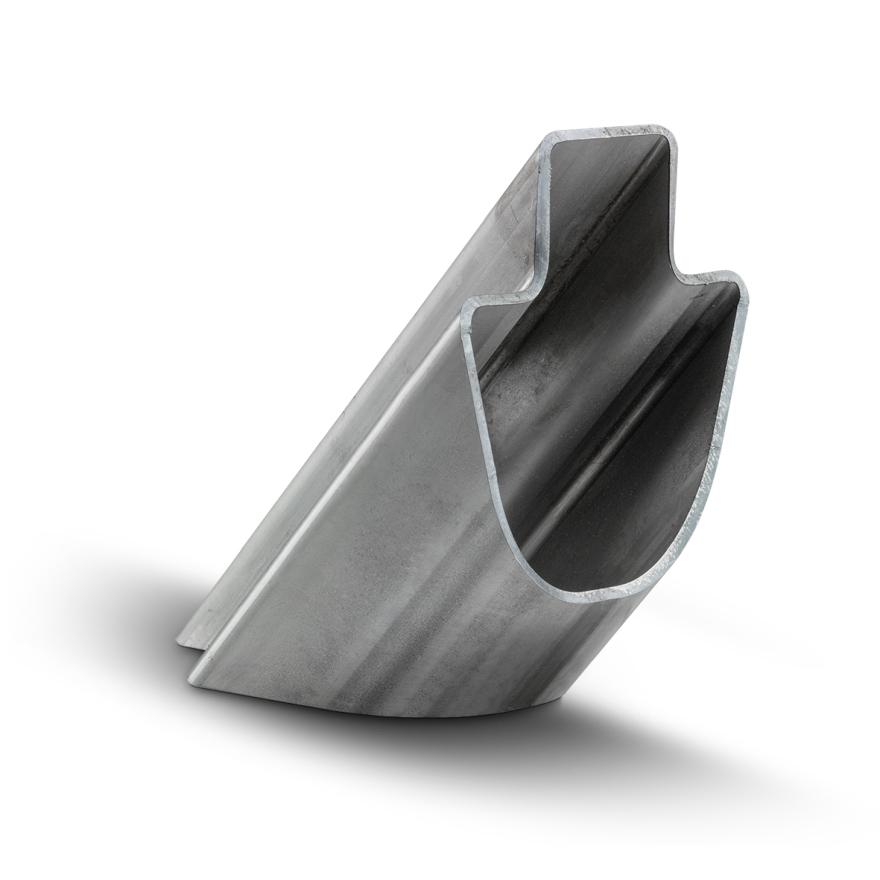
Accanto a questi benché ancora meno frequenti ma in grande progressione si stanno diffondendo negli ultimi anni altre tipologie di profili. Si tratta delle cosiddette sezioni speciali che insieme ai profili aperti stanno dando ai progettisti e ai designer spazi di creatività e inventiva sempre più ampi.
 Applicazione per il settore arredamento.
Applicazione per il settore arredamento.
L’aumento di applicazioni che fanno uso di sezioni speciali è andato necessariamente di pari passo con altre due dinamiche tecniche e tecnologiche: da un lato i tubifici che hanno consolidato i processi di produzione di sezioni speciali, fino a raggiungere livelli di qualità del prodotto e rispetto delle tolleranze in linea con le richieste, pur mantenendo costi competitivi. Dall'altra i fornitori di tecnologie di lavorazione che per permettere di andare oltre al semplice spezzonamento o alla foratura su piccoli lotti, hanno dovuto sviluppare soluzioni di carico, di manipolazione, di piazzamento e di lavorazione meccanica vera e propria sui grandi lotti, il più possibile automatici; questo ancora una volta per mantenere un costo pezzo accettabile al termine dell’intero processo.
Oggi esistono svariati siti di tubifici che propongono ampi cataloghi di sezioni speciali e profili aperti e molti di questi sono persino in grado di realizzare manufatti su disegno del cliente, a riprova del valore e dell’opportunità che questa (per ora) nicchia ha e può dare in prospettiva.
 Applicazione per il settore macchine agricole.
Applicazione per il settore macchine agricole.
Quali le difficoltà per costruirle?
La loro realizzazione avviene generalmente attraverso il metodo per profilatura o sagomatura a freddo, ossia un’operazione di piegatura continua in corsa, ottenuta tramite l’utilizzo dei rulli.
Il processo parte da un nastro laminato piano, il quale viene inserito longitudinalmente nell'impianto, denominato profilatrice. Il nastro viene trascinato attraverso successive stazioni motorizzate, composte da una serie di rulli formatori che, gradualmente, ne modificano la configurazione piana e, in funzione al numero delle stazioni stesse, in forme geometricamente più complesse. In questo modo, si ottengono profilati metallici personalizzati, che seguono il disegno del cliente.
La produzione più consistente di questi profili si concentra su spessori inferiori ai 3 mm di spessore ma nei tempi più recenti si sono resi disponibili anche spessori più elevati (5 mm e oltre).
Esattamente come avviene per i profili chiamati “standard” sono raggiungibili buoni livelli di rettilineità e torsione che però non lasciano le barre finite prive di errori. Pur tenendo in considerazione gli allungamenti, i ritorni elastici e le differenti velocità di avanzamento richieste dalla formatura ci si deve aspettare tolleranze che, pur conformi alle norme, possono essere di decine di millimetri in rettilineità e di svariati gradi in torsione in funzione delle dimensioni del profilo. A questi si devono poi aggiungere gli errori di forma ossia gli angoli fra facce contigue e la planarità di ciascuna faccia.
Di tutte queste possibili fonti di errore bisognerà tener conto sui pezzi quando si imposteranno i processi produttivi se si vorranno ottenere risultati comunque precisi.
Quali sono le difficoltà per lavorarle?
Le tolleranze e le precisioni finali ammissibili sono relative al settore applicativo. Dove sono più marcate le esigenze estetiche e si vogliono ottenere appoggi e incastri fra più pezzi ben accostati, dove le saldature sono pensate senza apporto di materiale (ad esempio le saldature laser) ogni fonte di errore residua comprometterà il valore del prodotto finito.
Dove le geometrie complessive sono critiche per la stabilità e la robustezza di un manufatto assemblato, a maggior ragione sarà richiesto un processo produttivo in grado di tenere sotto controllo l’esecuzione delle varie lavorazioni.
 Telaio di un portone industriale realizzato in un pezzo unico con l’impiego di una sezione speciale e della lavorazione di taglio piega.
Telaio di un portone industriale realizzato in un pezzo unico con l’impiego di una sezione speciale e della lavorazione di taglio piega.
Quali vantaggi portano?
In tutti questi casi sono stati spesso progettati ad hoc (ove non già disponibili) profili che realizzano oltre a quelli propri dei profili tubolari in acciaio, due ulteriori vantaggi.
- Il primo, quello di semplificare il processo costruttivo. Un unico componente che svolge più funzioni proprio in virtù della propria sezione complessa, oltre a quella di sostegno strutturale.
- Il secondo quello della riduzione del numero di componenti, con i conseguenti vantaggi economici connessi. Invece che svariati profili standard lavorati e saldati fra loro, un solo pezzo ricavato da un’unica sezione speciale (vedi fig.).
È così che nel tempo si è diffuso sempre più l’impiego di profili speciali in svariati settori: il settore dei serramenti, l’edilizia, la meccanica, l’automotive per citarne alcuni.
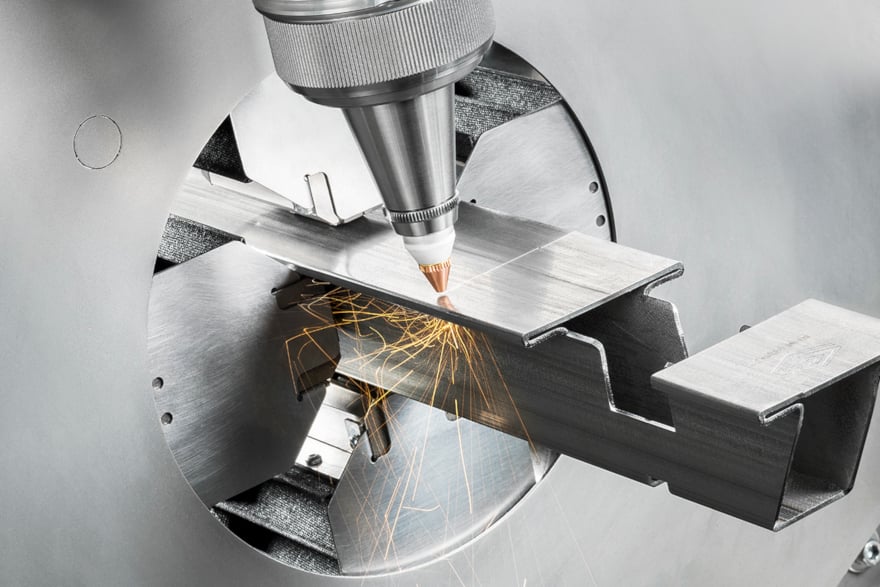
 Il taglio laser 3D è la soluzione per realizzare applicazioni di appoggio preciso e assemblaggi con elevate richieste estetiche.
Il taglio laser 3D è la soluzione per realizzare applicazioni di appoggio preciso e assemblaggi con elevate richieste estetiche.

La lavorazione su una Lasertube
Con l’impiego di sezioni speciali, la dimensione dei lotti ma soprattutto la capacità di adattare la produzione alle differenti commesse, variando dimensioni e posizione delle lavorazioni, sono in questi settori ancora più critici.
Servono processi produttivi flessibili, capaci di passare dal progetto al pezzo lavorato senza onerose e complesse fasi di avvio, sprecando meno materiale possibile e con la tranquillità di mantenere la qualità costante per tutti i pezzi di un determinato lotto.
Per questi motivi e anche per questioni di convenienza, un processo di produzione tradizionale che richiede lo spostamento dei semilavorati da una fase di lavorazione all’altra: taglio a misura, foratura, fresatura, sbavatura al netto di tutte le inefficienze e i possibili errori, annulla in buona parte i vantaggi nell'utilizzo di sezioni speciali.
Serve una soluzione integrata non solo di lavorazione ma anche di progettazione e di avvio della produzione. Un unico flusso di lavoro che valorizzi tutti i propri sforzi creativi senza disperderli nella gestione di fasi intermedie critiche.
 Realizzazione di tagli laser anche nei tratti concavi della sezione senza pericolo di collisioni fra testa e pezzo.
Realizzazione di tagli laser anche nei tratti concavi della sezione senza pericolo di collisioni fra testa e pezzo.
Programmazione di una sezione speciale
Quest’unica soluzione integrata è offerta dalla tecnologia di taglio laser.
Un processo completamente automatico che parte con il caricamento di barre intere a sezione speciale e profili aperti, ne realizza la movimentazione in sicurezza, il taglio a misura e la lavorazione di tutte le geometrie inserite a disegno dal progettista, fino ad arrivare al pezzo finito e scaricato in posizione ordinata e pronta al prelevamento.
Tutto senza interventi manuali e stoccaggi intermedi. Gli impianti Lasertube di BLM GROUP, sono in grado di lavorare la più ampia varietà di sezioni speciali (guarda il video) fra tutti gli impianti di taglio laser attualmente disponibili.
Un’esperienza di oltre vent'anni nello sviluppo di soluzioni tecniche per profili non standard (partita in tempi remoti con la prima applicazione di taglio di una sezione ellittica per il settore del fitness) che si è tradotta nello sviluppo di numerosi componenti hardware sugli impianti in grado di assicurare continuità e affidabilità di produzione.
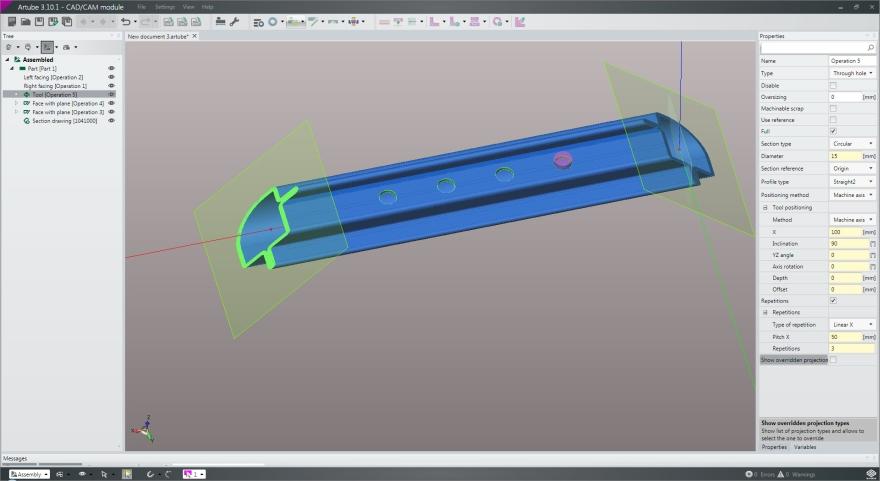 Artube è il CAD/CAM specifico per tubi con cui si progettano i pezzi ricavati da sezioni speciali e si creano automaticamente i programmi di lavorazione per le macchine.
Artube è il CAD/CAM specifico per tubi con cui si progettano i pezzi ricavati da sezioni speciali e si creano automaticamente i programmi di lavorazione per le macchine.
E tuttavia è nel software - in particolare nella modalità di programmazione - che abbiamo riversato il nostro know how e il maggior valore aggiunto.
Mettere a disposizione dei nostri clienti un CAD/CAM proprietario (Artube) specifico per la lavorazione del tubo con cui progettare qualunque profilo chiuso o aperto (o importarne il disegno realizzato da altri CAD) con la stessa facilità e sicurezza sui risultati, ha fatto definitivamente decollare la diffusione delle sezioni speciali (vedi figura Artube) lavorate al laser.
Leggi la storia di questo cliente che ha scelto Lasertube per la sua produzione.
Esempi di profili speciali e problematiche connesse
Lavorazioni 2D e 3D, geometrie nei tratti concavi stretti (grazie alla testa di taglio TubeCutter sviluppata appositamente) e spessore variabile sono oggi realizzabili senza rischi di collisioni fra testa e pezzo, senza interruzioni di taglio e con una qualità costante pezzo dopo pezzo.
 Il taglio di sezioni speciali con spessori non costanti non è un problema sulle Lasertube, grazie all’esperienza e alle tante soluzioni integrate.
Il taglio di sezioni speciali con spessori non costanti non è un problema sulle Lasertube, grazie all’esperienza e alle tante soluzioni integrate.
Sezioni speciali: un mondo di opportunità
In uno scenario economico in cui è indispensabile trovare nuovi spazi e fonti di remunerazione, in cui si insegue ogni opportunità per differenziarsi, le sezioni speciali rappresentano un mondo ancora tutto da esplorare.
Ci sono le capacità tecniche per realizzare i profili più complessi, ci sono le soluzioni per lavorarli e ci sono infinite applicazioni da servire.
Creatività e inventiva completano il cocktail perfetto che può dare (e ha dato) una chance concreta a tutti coloro che mettono quotidianamente l’innovazione al centro del proprio lavoro.
Scopri altre interessanti applicazioni del settore strutturale.
