Since its introduction in 2002, VGP3D has continued to gain new value-add capabilities as a direct result of BLM GROUP's long experience in tube and wire bending. Now after 20 years, VGPNext, the new programming software for tube and wire benders, offers entirely new features that mark a turning point with the past. Here are some of them:
- programming through production job;
- machine data synchronization with the office;
- user profiling;
- part program library;
- defect correction functionality for bent parts.
With the advent of the fourth industrial revolution, rapid technological evolution in manufacturing systems offers companies new tools to make production more efficient and competitive.
In the face of such a broad spectrum of digital solutions, it is essential for production managers to have a deep understanding of the opportunities offered by the market so they can maintain their competitive edge while having an optimal investment strategy for their machine tools.
The world of industrial metal tube bending is certainly no exception. In recent years, tube bending programming software has developed to integrate many new features, such as:
- 3D representation of the bent tube;
- simulation of the tube bending cycle;
- calculation models of springback and elongation of the tube during bending.
BLM GROUP's tube bending programming software VGP3D has always been a benchmark in this field. Since its first introduction in 2002, VGP3D has seen the number of specific functions to optimize each stage of the bending process grow year after year.
Now after 20 years, a new software is born, VGPNext, which on the one hand makes bending programming even smoother and easier, and on the other hand offers new features in line with the digitization of production processes.
This article will showcase some of these new features, with a focus on how they can definitively make a difference in tube bending.
Programming through production jobs.
Why program a tube bender through production jobs?
To make production more efficient and reduce the risk of error.
Let's imagine a common manufacturing context. When a new job arrives the programmer in the technical office prepares the tube bending program and saves it on the network to an exchange folder shared with the machine operator.
The person who made the program must then communicate through an external management system, or in other cases by e-mail or telephone, the number of parts to be produced for that particular part program.
 Thanks to VGPNext's programming by production job, the operator on the machine only has to call up the job and start the tube bender.
Thanks to VGPNext's programming by production job, the operator on the machine only has to call up the job and start the tube bender.
During this step, the programmer may be late in sending the information, the operator may not be available, perhaps he has been moved to another shift, or the substitute does not know about the job. It may also happen that the operator receives the information but enters the wrong part number into the machine. There are many possible causes of errors and inefficiency that VGPNext can avoid through production job scheduling.
With VGPNext, the programmer not only creates the part programs, but also defines the entire work order of the tube benders, establishing for each program the number of parts to be made.
The operator then only has to call up the job and start the tube bender.
To improve production flexibility.
Scheduling a tube bender through production jobs is an advantage not only in large batches, but also simplifies work and offers greater production flexibility in small production batches.
For example, imagine that a request for a batch of chairs comes into the office. Each chair consists of the two armrests, the seat and the backrest.
The programmer can decide to produce the four components separately, one after the other, and repeat the process until the batch is finished, or produce all the armrests first, then all the seats, then all the backs. He can then choose the best strategy to optimally coordinate the bending phase of the tubes and their subsequent assembly.
 VGPNext's production job scheduling allows you to better plan the bending of tubular components under any condition, for large or small production batches.
VGPNext's production job scheduling allows you to better plan the bending of tubular components under any condition, for large or small production batches.
VGPNext's production job scheduling allows you to best plan the bending of tubular components under any condition, for large or small production batches.
Another very common situation is to produce different parts using the same tooling. In this case, scheduling via the production job offers even greater advantages by negating the need for the operator to deal with tube bending tools changes and only having to load the tube to be bent.
Machine data synchronization with the office
Why it is important to be able to synchronize machine and office?
To make production more efficient and avoid scrap
To fully reap the benefits of synchronizing the set-up parameters of the tube bender with the office, let's imagine that for some reason, such as installing new tooling, the set-up of the tube bender needs to be changed.
If the operator does not communicate the new set-up information to the engineering office, the programmer will unknowingly continue to use a machine model that is now obsolete, and once the program is loaded into the machine, it will be the operator who will have to update it with the new set-up data.
 Replacing tube bending tools generally requires a new set-up of the tube bender parameters, and the programmer in the office needs to know the new working parameters of the tube bender.
Replacing tube bending tools generally requires a new set-up of the tube bender parameters, and the programmer in the office needs to know the new working parameters of the tube bender.
All this causes an unnecessary waste of time. If the program was always generated in the office with the actual machine set-up data, the operator verification check and tooling set-up could be eliminated.
VGPNext synchronizes the set-up parameters of tube bending machine and thus offers the certainty that the program made in the office was generated based on the actual state of the machine (tube bending tools set-up, compensation tables, etc.). It is thus no longer necessary for the operator to check that the program is up-to-date, saving time, avoiding scrap and errors, and simplifying the operator's work.
To reduce rejected parts
During tube bending it can also happen that due to inexperience, fatigue or inattention of the operator, but also due to defective material or other external factors, unintended scrap occurs.
In cases where production progress can only be accessed on the machine, the operator must report in detail the number of rejects produced otherwise those managing production may remain unaware.
One of the new features of VGPNext is precisely the ability to synchronize the information on the machine with that in the office.
Having a clear status of daily production resulting from the number of cycles run by the machine, everything stays tracked, and those managing production know exactly the number of rejects and can act accordingly to take corrective action.
To improve operator efficiency
Also in terms of monitoring production progress, VGPNext provides the operator with a dedicated and easy-to-understand interface that displays the number of tubes already bent, how many still needs to be made, and which batch is processing.
In this way, the operator can easily monitor the tube bending process and prepare in time for loading and unloading the part or for the batch changeover.
User profiling
Why give different levels of access to operators working with the tube bender?
Why give different levels of access to operators working with the tube bender
User profiling in a tube bender, as with many other industrial processes, offers 3 important advantages for manufacturers:
- to know exactly who did what, so they can trace the source of any errors and take future action;
- to assign software privileges based on the expertise of each individual user, so as to protect the program or machine settings from errors by less experienced operators;
- to simplify the work of less experienced users by allowing them to work without uncertainty using basic level functionality for which they are enabled.
For the manager, user profiling is an invaluable support as it facilitates personnel management according to the individual's capabilities and improves job description clarity, making work more efficient.
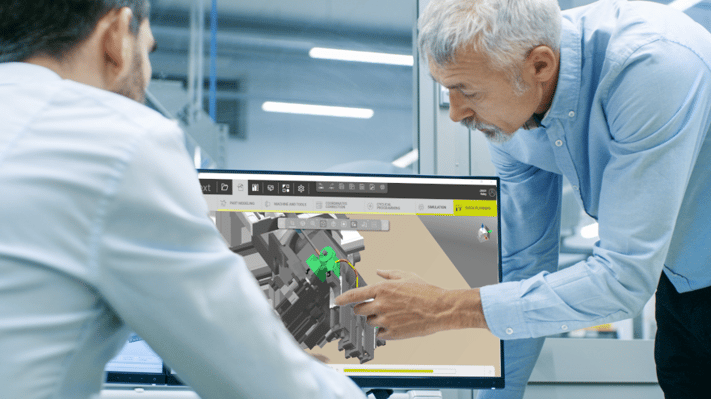
In VGPNext, user profiling is not the only feature that allows an operator to work at their best. In fact, the advantages we have outlined are compounded by the ease of use offered by clear and intuitive working graphics and the guided programming workflow that leads users from a 3D model of the bent tube to the part program to be sent to the machine in a few simple steps.
.
 User profiling in bending programming software offers many advantages.
User profiling in bending programming software offers many advantages.
Part program library
Why is it useful to keep part programs saved in a database?
To simplify the work and search for programs
Normally, the person who prepares a piece program saves it in a network folder accessible by the operator on the machine. This is a fairly common procedure for many companies.
Over time, however, the increase of programs in the network folder makes it necessary to meticulously archive the files by making use of specific subfolders, tags, or more commonly by using well-defined rules for naming the programs made.
This type of archiving is obviously inefficient. It is very likely, in fact, that different operators may follow different archiving rules or that in some cases, the archiving rules lead to ambiguous situations where the same file might be saved in more than one folder, for example.
As more and more programs are used, file searching becomes increasingly difficult and consequently time-consuming.
The use of an integrated database to manage all the bending programs made over time solves this problem. This is where VGPNext's library of part programs comes from.
The library simplifies the search for programs, thanks to a large number of selection filters and a pipe preview image that allows the operator to recognize the part at first glance.
The bent tube program library is a centralized database that can be saved on a single server, which can be shared simultaneously by multiple users.
This new methodology for managing the CAM programs of the tube bender offers many advantages:
- making it easier to find and access specific work programs when needed;
- generates a new program from a pre-existing one;
- improves the overall efficiency of the production process;
- keeps track of different versions of a part program;
- provides the assurance that no more programs will be lost.
Thanks to this type of database-driven programming, VGPNext offers centralized management of not only the part programs of tube benders, but also the elongation and springback corrections made for different tube benders.
This means that if the user changes the working parameters of the machine, VGPNext proposes to the operator to synchronize the changes on all the part programs that have been made for that bender.
Defect correction functionality for bent parts
Why is the correction of aesthetic flaws easier with VGPNext?
Because the software recommends which parameters to modify to eliminate imperfections
It may happen that a bent part has bumps, wrinkles or other defects that, especially in certain areas, make the part unfit for use.
 Stainless steel tube 52 mm in diameter and 1.5 mm thick subjected to bending with an average radius of 42 mm. On the left is the first attempt at bending. On the right, the defect-free tube made by setting the parameters recommended by VGPNext
Stainless steel tube 52 mm in diameter and 1.5 mm thick subjected to bending with an average radius of 42 mm. On the left is the first attempt at bending. On the right, the defect-free tube made by setting the parameters recommended by VGPNext
.
In such cases, reprogramming everything from the beginning would take too much time, and taking targeted action on the correction to be made may require the intervention of an experienced operator.
It is for this reason that VGPNext is equipped with a defect correction interface, where the operator selects the type of imperfection he has found on the part and the software then suggests which correction to make and sets the most suitable parameters.
In addition, if experienced operators wanted to enter custom correction, they could do so by adding a new "custom defect" to the list with its correction parameters.