Die Unterschiede zwischen Laser- und Plasmaschneiden in der Blechbearbeitung sind gut bekannt, aber welche sind die Wahlkriterien beim Schneiden von Rohren und Profilen?
Laser- und Plasmaschneiden sind technologisch unterschiedliche Metallschneidemethoden, daher sind auch die Schnitteigenschaften, die Anwendungstypen und die Vorteile, die sie bieten können, anders.
Plasmaschneiden
In dieser Technologie wird der Schnitt mit einem Plasmastrahl ausgeführt, der durch Erhitzung einer Mischung aus Argon oder Stickstoff auf sehr hohe Temperaturen erzeugt wird, die durch einen Lichtbogen geführt wird, der sich zwischen der internen Elektrode der Plasmapistole und der Oberfläche des zu schneidenden Materials gebildet hat. Der Plasmastrahl mit sehr hoher Temperatur nimmt somit die doppelte Funktion der Schmelzung und der Abtragung des geschmolzenen Metalls an.
 Plasmaschneiden eines Rohres mit großem Durchmesser.
Plasmaschneiden eines Rohres mit großem Durchmesser.
Laserschneiden
In dieser Technologie erhitzt ein Laserstrahl, der auf einen sehr kleinen Bereich des sich in der Bearbeitung befindlichen Teils fokussiert ist, das Metall und führt es auf die Schmelztemperatur. Das lokal geschmolzene Metall wird schnell durch einen Gasstrahl ausgestoßen, der Stickstoff, Druckluft oder Sauerstoff sein kann: Dieses letztere Gas erhöht weiterhin die Energiezufuhr an das Teil, indem es sich entzündet.
Vom Standpunkt der Methode der Materialentfernung sind die Laser- und Plasmaschneidprozesse ähnlich, weil das Material in beiden Fällen ausgestoßen wird, nachdem es geschmolzen wurde, aber es gibt zwei grundlegende Unterschiede:
- Der erste Unterschied ist die erzeugte und vom Teil absorbierte Hitzemenge, die beim Laserschneiden deutlich niedriger als beim Plasmaschneiden ist;
- Der zweite Unterschied ist die Größe der Schnittrille; die mit dem Laserschneiden erhaltene Größe ist normalerweise kleiner als die mit dem Plasmaschneiden erhaltene Größe.
Das Laserrohrschneiden
Das erste Beispiel der Lasertechnologie, die auf das Schneiden von Metallrohren angewendet wird, geht auf das Jahr 1988 zurück, das Jahr, in dem BLM GROUP die erste Anlage für das Laserschneiden von runden Rohren entwickelt hat.
Heute ermöglichen es die modernen Technologien, all diese Vorgänge mit nur einer Maschine auszuführen: Die dreidimensionalen Laserschneidesysteme für Rohre und Träger können Nuten und Fasen von so hoher Qualität, Präzision und Schnittsauberkeit herstellen, dass keine weiteren Arbeiten notwendig sind.
Wahlkriterien zwischen Plasma- und Laserschneiden bei der Rohrbearbeitung
Beim Blechschneiden ist der Hauptunterschied zwischen Plasma- und Laserschneiden die Stärke.
Das Plasmaschneiden ist für Stärken über 30 mm und bis zu 80 mm geeignet. Ab 50 mm kommt allmählich das Sauerstoffschneiden ins Spiel, eine Technologie, die es ermöglicht, die schneidbaren Stärken weiterhin zu erhöhen.
Während es der Laser ermöglicht, auch extrem dünne Metallbleche zu schneiden, ist das Plasmaschneiden (eben aufgrund seiner erhöhten Energiezufuhr an das Teil) ganz im Gegenteil dazu nicht für dünne Stärken geeignet.
Dennoch ist die Stärke bei der Wahl zwischen Lasertechnologie oder Plasmatechnologie beim Rohrschneiden nicht mehr das wichtigste Auswahlkriterium: Der Grund dafür ist, dass sich die Stärke der Rohre normalerweise immer in einem bestimmten Stärke-/Durchmesserverhältnis befindet.
In der Branche der Konstruktionen zum Beispiel, aber auch in vielen anderen Branchen, die Rohre oder Profile für die Herstellung von Rahmen, Strukturen, Flüssigkeits- oder Gasleitungen usw. verwenden, ist die Reduzierung oder Beschränkung der Stärke auf den Bedarf, die Materialkosten und das Gewicht der Struktur zu reduzieren, zurückzuführen (natürlich ohne die Steifigkeit zu beeinträchtigen).
Da die Stärke nicht mehr der auf dem Spiel stehende Hauptparameter ist, folgt daraus, dass die Faktoren, die bei der Wahl zwischen Plasma- und Laserschneiden für die Rohrbearbeitung berücksichtigt werden müssen, Folgende sind:

Eigenschaften der Schnittkanten
Die Sauberkeit und die Rauheit der Schnittkanten ist einer der Hauptunterschiede zwischen Plasma- und Laserschneiden.
Das Plasmaschneiden weist aufgrund der erreichten hohen Temperaturen einen durchschnittlich höheren thermisch veränderten Bereich im Vergleich zum Laser auf und hat eine höhere Tendenz zur Bildung von Graten. Folglich müssen die so ausgeführten Schnittkanten in den meisten Fällen danach geglättet oder jedenfalls bearbeitet werden, um den Span zu entfernen, sodass der Materialteil, der einer thermischen Veränderung unterliegt, entfernt wird.
Beim Laserschneiden ist der thermisch veränderte Bereich sehr reduziert, die Schnittkanten sind sauberer, und dadurch sind Rohre und Träger, die mit dem Laser geschnitten wurden, schon für die folgende Schweißphase bereit, ohne dass vorbereitende Arbeiten für die Schnittkanten ausgeführt werden müssen oder jedenfalls mit einer viel weniger komplexen Vorbereitung.
Machbare Schnittgeometrien
Einer der Vorteile für die Machbarkeit der Bearbeitungen, speziell bei Profilen mit komplexen Abschnitten, ist die Form des Laserkopfes, die normalerweise dünner als eine Plasmapistole ist.
Das ermöglicht es, besonders schmale Punkte der Querschnittsflächen erreichen, womit ein bedeutender Konkurrenzvorteil beim 3D-Laserschneiden der Profile für Konstruktionen geboten wird.
 HEA- Breitflanschträger mit 3D-Laserschneidesystem für Rohre und Profile mit großem Durchmesser LT14.
HEA- Breitflanschträger mit 3D-Laserschneidesystem für Rohre und Profile mit großem Durchmesser LT14.
Nicht nur der Kopf, sondern auch die Kerf, d. h. der Materialteil, der beim Laserschneiden entfernt wird, ist deutlich kleiner als beim Plasmaschneiden. Dadurch ergibt sich eine wesentlich dünnere Schnittfuge, was die Genauigkeit der erzeugten Geometrien erhöht. Aus diesem Grund kann das Plasmaschneiden nicht verwendet werden, um Bohrungen oder Ösen mit geringer Breite zu schneiden, während der Laser in der Lage ist, Bohrungen mit Durchmesser-/Stärkeverhältnis bis zu 0,5 zu schneiden.
Diese Eigenschaft ermöglicht es, den Laser zu verwenden, um extrem dünne Bohrungen oder Öffnungen auf Trägern oder Rohren auszuführen, wie zum Beispiel Gewindebohrungen, die häufig in der
Produktion von Fahrzeugrahmen verschiedenen Typs vorkommen, oder Durchflussöffnungen für Flüssigkeiten und Gase, wie es normalerweise in den Branchen oil&gas oder den artesischen Brunnen erfolgt.
Die Lasertube-Systeme mit 5 Achsen wie LT14, LT24 oder LT14 FIBER können dank des 3D-Laserschneidkopfes auch sehr komplexe Schnittgeometrien ausführen, Aussparungen für Kabeldurchgänge oder Überschneidungen mit anderen Trägern, Fasen für die folgenden Schweißphasen, senkrechte oder schräge Schnitte mit hoher Genauigkeit für die Ausführung von Einspannungen und Verbindungen, ohne dass weitere Bearbeitungen erforderlich sind.
Hinsichtlich der Möglichkeit, den Laser für die Ausführung von Gewindebohrungen zu verwenden bietet das Laserschneiden den Vorteil einer viel kleineren Wärmeeinflusszone, was zu einer Reduzierung der chemisch-physikalischen Veränderungen von Eigenschaften wie der Materialhärte führt, sondern garantiert auch die Erhaltung einer guten Gleichmäßigkeit der Kerf längs der geschnittenen Stärke und folglich eine bessere Zylinderförmigkeit der ausgeführten Bohrung, die somit gewindegeschnitten werden kann, ohne eine Vorbohrung mit Bohrer oder Arbeitszentrum zu erfordern.
Vielfalt an realisierbaren Durchmessern
In diesen Fällen, in denen es außer dem Schneiden von Rohren und Profilen mit großem Durchmesser erforderlich ist, Rohre mit einem viel kleineren Durchmesser zu schneiden, bietet der Laser eine große Anwendungsvielfalt und ermöglicht das Schneiden von Rohren mit sehr unterschiedlichen Querschnitten mit einem max. bearbeitbaren Durchmesser, der 10 Mal größer als der kleinste sein kann.
Ein Unterschied zwischen dem Blech- und Rohrschneiden liegt darin, dass im ersten Fall hinter der Wand, die geschnitten wird, nichts ist, und der Abfall daher herunterfallen und bequem aufgesammelt und abgesaugt werden kann, während im zweiten Fall hinter der Wand, die geschnitten wird, eine weitere Wand des Rohres liegt, die unvermeidlich dazu tendiert, das gesamte heiße Material aufzunehmen, das von der Schnittrille entfernt wurde. Dieser Aspekt wird besonders beim Schneiden von Rohren mit kleinem Durchmesser kritisch.
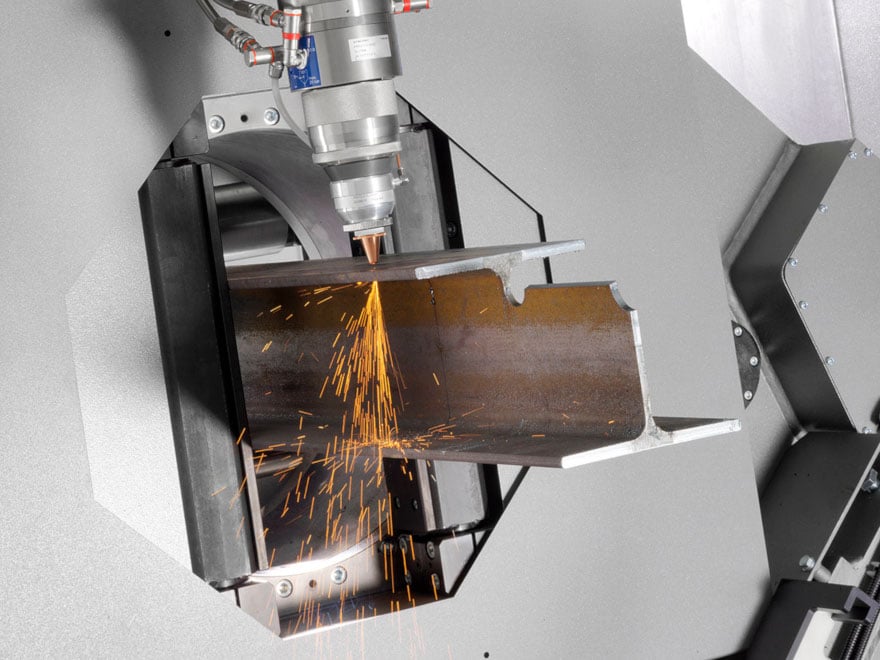
 Lasertube-Schneidesystem für Rohre und Profile mit großem Durchmesser, das für das Schneiden eines Rohres von 55 mm Durchmesser und 5 mm Stärke eingesetzt wird.
Lasertube-Schneidesystem für Rohre und Profile mit großem Durchmesser, das für das Schneiden eines Rohres von 55 mm Durchmesser und 5 mm Stärke eingesetzt wird.
Wie schon vorher erklärt, ist die Schnittrille beim Plasmaschneiden größer als beim Laserschneiden, und das führt folglich zu einer größeren Menge des entfernten geschmolzenen Materials, das sich auf der anderen Wand des Rohres ansammelt, womit es die Ausführung der Schnittkanten, den Widerstand beeinträchtigt und manchmal Phänomene thermischer Verformung verursacht.
Dieses Phänomen der Sammlung und Schweißung der Abfälle und des Schmutzes auf der Innenwand des Rohres verschärft sich mit der Reduzierung des Durchmessers und der Komplexität des Arbeitsprozesses soweit, dass die Plasmaschneidetechnologie normalerweise nicht für Rohre, die kleiner als 25 mm Durchmesser sind, in Betracht gezogen wird.
Beim Laserschneiden ist das Abfallvolumen viel kleiner als beim Plasmaschneiden, außerdem ermöglicht die niedrigere Temperatur die Verwendung von besonderen Vorrichtungen, die in das Rohr eingeführt werden, für den Schutz der Innenwand und die Absaugung des Schnittstaubs.
Schnittleistung und Energieeffizienz im Vergleich zu den Kosten
Bei Stärken bis zu 20 mm machen die Qualität, die Geschwindigkeit und die Schnittleistung, die Vielseitigkeit und die anderen vorher erwähnten Aspekte das Laserschneiden hinsichtlich von Qualität, Produktivität und Wirtschaftlichkeit deutlich überlegen.
Dank der Faserquellen, die in den meisten Anwendungen, in denen diese Technologie verwendet wird, schon weit verbreitet sind, ermöglicht der Laser das Schneiden aller Metalltypen, wobei er eine sehr hohe Energieeffizienz erhält: Kupfer- oder Aluminiumlegierungen, Baustahl oder Edelstahl.
Wenn sich mit diesen Eigenschaften eine CAD-/CAM-Programmierungssoftware der Laserrohranlagen vereint, ist in der Lage, einfach und intuitiv jeden Typ von Schnittgeometrie an Rohren und Profilen mit jeglichem Querschnitt zu programmieren, hier sind die Kosten, die sich schnell hinsichtlich der Produktionsflexibilität und einer größeren Vielzahl von Aufträgen, die in weniger Zeit ausgeführt werden, bezahlt machen.
In der Branche der Konstruktionen bietet der Laser zum Beispiel den großen Vorteil, die Teile der Strukturen direkt im Werk vorzubereiten, indem sehr hohe Genauigkeitsstandards erhalten und die manuellen Vorbereitungszeiten der Teile auf der Baustelle entfernt werden, sodass die Installation beschleunigt wird.