The differences between laser and plasma cutting in sheet metal are well known but what are the criteria for choosing between them when cutting tubes and profiles?
Laser cutting and plasma cutting are two technologically different metal cutting methods. As can be expected, the characteristics of the cut, the types of applications and the benefits they can offer are also different.
Plasma cutting
With this technology, cuts are made by a jet of plasma generated by heating a mixture of argon or nitrogen to a very high temperature and passing it through an electric arc established between the electrode inside the torch and the surface of the material being cut. The very high-temperature plasma jet has the dual function of melting and removing the molten metal.
 Plasma cutting of a large diameter tube.
Plasma cutting of a large diameter tube.
Laser cutting
With this technology, a laser beam focused on a very small region of the workpiece surface heats the metal to melting temperature. The molten material is rapidly ejected by a jet of gas, either nitrogen, compressed air or oxygen. The latter gas ignites and increases the energy on the workpiece even further.
The laser and plasma cutting processes are similar in terms of the material removal method because in both cases the material is ejected after being melted, but there are two main differences:
- The first is the amount of heat generated and absorbed by the workpiece, which is much less in laser cutting than in plasma cutting;
- The second difference is the size of kerf. The portion removed by laser cutting is generally smaller than the one made with plasma cutting.
Read more about the origins of laser cutting
Laser cutting of tubes
The first example of laser technology applied to metal tube cutting dates back to 1988, the year in which the BLM GROUP developed the first system for laser-cutting round tubes. LT14 Lasertube system for tubes and large section bars used in cutting and chamfering tube.
LT14 Lasertube system for tubes and large section bars used in cutting and chamfering tube.
Today, modern technologies make it possible to perform all these operations on a single machine. Three-dimensional laser cutting systems for tubes and beams can make notches and chamfers of such high levels in terms of quality, precision and cutting-edge cleanliness that no subsequent processes are needed.
The criteria for choosing between plasma and laser cutting in tube processing
In sheet cutting, thickness is a key determining factor between plasma cutting and laser cutting.
Plasma cutting is recommended for thicknesses over 30 mm (1 1/8”) and up to 80 mm (3 1/4”). From 50 mm (2”) onwards, oxy-fuel cutting, a technology that further increases the thickness of the material that can be cut, gradually comes into play.
Precisely because of its high energy input on the workpiece, plasma cutting is not suitable for thinner materials while the laser allows for the cutting of even extremely thin sheets.
However, thickness is no longer the most important criterion when choosing between laser or plasma technology in tube cutting because tubes generally have a given thickness-to-diameter ratio.
In the construction sector, for instance, (but also in many other industries that use tubes or section bars for making frames, structures, fluid or gas ducts, etc.) the need to reduce or contain tube thickness is driven by the need to reduce the cost of the material and the weight of the structure without compromising its rigidity..
Since thickness is no longer the main parameter, it follows that other factors must be taken into consideration when choosing between plasma cutting and laser cutting for tube processing. These are:
Cut edge characteristics
One of the main differences between plasma and laser cutting concerns the cleanliness or roughness of the cut edges.
Plasma cutting, due to the high temperatures reached, creates a heat-affected zone that is one average greater than laser cutting and has a higher tendency to form burrs. Consequently, in most cases, the cut edges must be ground or machined in subsequent processes to remove the part of material affected by the heat.
The heat-affected zone is much smaller in laser cutting. The cut edges are cleaner and therefore laser-cut tubes and beams are ready for the next welding phase with little to no need for additional cutting edge preparation operations.
Feasible cutting geometries
One of the advantages for job feasibility, especially for more complex section bars, is the shape of the laser head, which is generally slimmer than a plasma torch.
This makes it possible to reach very narrow cross-section areas, offering an important competitive advantage in 3D laser cutting of construction profiles.
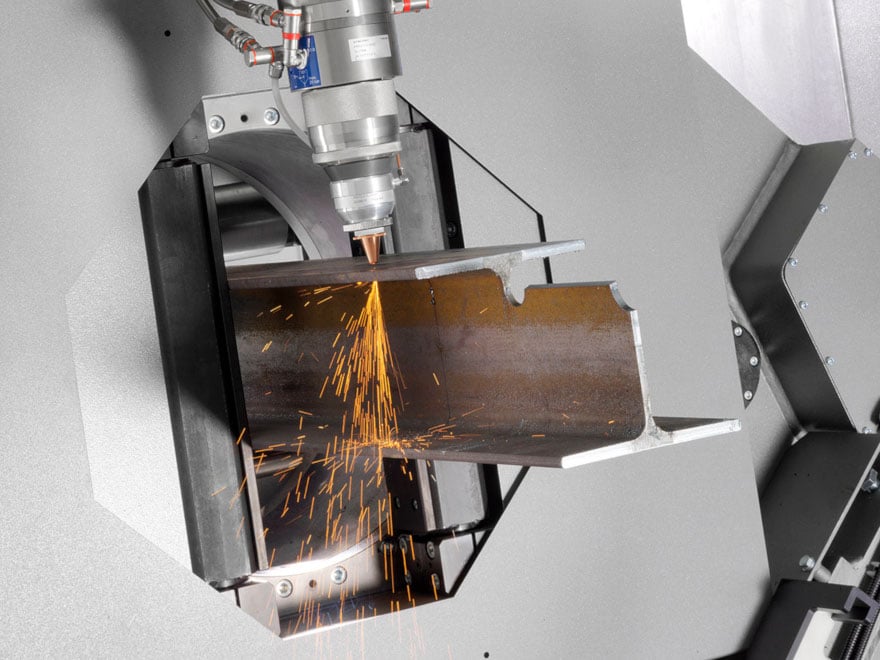 HEA beam cut by an LT14 3D laser cutting machine for large-size tubes and section bars.
HEA beam cut by an LT14 3D laser cutting machine for large-size tubes and section bars.
In addition to the head, the kerf, the portion of material removed during laser cutting, is significantly smaller than with plasma cutting. This results in a much thinner kerf, which enhances the accuracy of the produced geometries. For this reason, plasma cutting cannot be used to cut holes or slots of small width, whereas a laser can cut holes with a diameter-to-thickness ratio of up to 0.5.
This capability means that the laser can cut extremely thin holes or slots in beams and tubes, such as the threading holes that are common in the production of vehicle frames of various types or slots for the passage of liquids and gases, typically for the Oil & Gas industry or for making water wells.
Using a 3D laser cutting head, 5-axis Lasertube systems such as LT14, LT24 or LT14 FIBER, can make even very complex cutting geometries, with notches for the passage of wires or interlocking with other beams, chamfer for welding, perpendicular or oblique cuts with such precision to create joints and junctions that do not need any further processing.
In regard to holes for threading, laser cutting offers the advantage of a much smaller heat-affected zone, with a consequent reduction in chemical-physical alterations and hardening of the material. It also guarantees good kerf uniformity along the cut thickness to the benefit of improved cylindricity allowing the hole to be threaded without requiring any pre-piercing with a drill or a work centre.
Variety of feasible diameters
When cutting tubes with a much smaller diameter is needed, in addition to large diameter tubes and profiles, laser cutting offers a wide versatility of use. It allows tubes of very different sections to be cut with a maximum feasible diameter that can be more than 10 times the minimum diameter.
One difference between sheet metal and tube cutting is the collection of molten material on the piece. In the first case there is nothing beyond the wall being cut and therefore the scrap can fall and easily be collected and sucked up. In the second case, the other wall of the tube beyond the one being cut inevitably tends to collect all the hot material removed from the cutting groove. This becomes particularly critical when cutting small diameter tubes.
 Lasertube cutting system for large diameter tubes and section bars used for cutting a tube of 55 mm (2 1/8”) diameter and 5 mm (1/4”) wall thickness.
Lasertube cutting system for large diameter tubes and section bars used for cutting a tube of 55 mm (2 1/8”) diameter and 5 mm (1/4”) wall thickness.
As explained above, the cutting groove is greater in plasma cutting than in laser cutting and this consequently leads to more melted material being removed and collecting on the other wall of the tube thereby jeopardising cutting edge definition and strength and sometimes causing heat deformation.
The collection and welding of scrap and dirt on the inner wall of the tube is a more pressing issue for smaller diameters and more complex jobs, to the extent that plasma cutting technology is generally not considered for tubes smaller than 25 mm (1”) in diameter.
In laser cutting, the volume of scrap is much smaller than in plasma cutting. Furthermore, the lower temperature allows the use of special devices inserted inside the tube to protect the inner wall and extract the cutting dust.
Cutting performance and energy efficiency compared to cost
The cutting quality, performance, versatility and other aspects discussed above make laser cutting clearly superior in terms of quality, productivity and cost-effectiveness for thicknesses up to 20 mm (1”).
With fibre sources, now widely used in most of the applications with this technology, the laser can cut any kind of metal, including copper or aluminium alloys, steel for carpentry or stainless steel, while, maintaining very high energy efficiency.
Combined with CAD/CAM programming software for laser tube cutting systems, capable of programming any type of cutting geometry on tubes and section bars of any profile in a simple and user-friendly way, the costs can be quickly recouped in terms of production flexibility and a greater variety of orders completed in less time.
In the construction sector, for instance, laser cutting offers the important advantage of being able to prepare the parts of structures directly in the workshop, maintaining very high standards of precision and eliminating the time needed for manual preparation of workpieces on-site, making installation faster.