In der Rohrverarbeitung stellen die Schweißnähte häufig eine Herausforderung dar. Diese gilt es zu bewältigen, um zufriedenstellende Ergebnisse erzielen zu können. Aus verschiedenen Gründen dürfen die Positionen der Schweißnähte nicht dem Zufall überlassen bleiben: Das gilt für technische, ästhetische und konstruktive Anforderungen, aber auch für Dicketoleranzen, die Risiken für die Kontinuität des Verarbeitungsprozesses sowohl im Laserschneiden als auch im Biegen darstellen. Sehen wir uns die Lösungen genauer an, die auf Systemen der BLM GROUP verfügbar sind.
Beim Laserschneiden wird potenziell jedes aus einem Bündel geladene Rohr in einem anderen Winkel in die Maschine eingeführt. Ein manuelles Ausrichten der Rohre kostet nicht nur Zeit. Vielmehr besteht die Möglichkeit von Bedienfehlern, die – sofern sie nicht sofort korrigiert werden – bei vielen Teilen zu Reklamationen führen.
Werden Quadratrohre aus sortierten Bündeln mit einem Laser geschnitten, können die Rohre im Beladesystem der Laserschneidemaschine vorab so ausgerichtet werden, dass sie im korrekten Winkel in die Linie übergeben werden. Beim Laserschneiden von Rundrohren aus unsortierten Bündeln sieht das anders aus. Hier gibt es keine Möglichkeit, den Beladungswinkel der einzelnen Rohre zuverlässig so einzuschränken, dass die Schweißnaht dort liegt, wo man sie haben möchte. Vielleicht noch wichtiger: Es ist nicht machbar, alle Rohre im gleichen Winkel einzuziehen.
Um den Prozess zuverlässig zu machen und Ausschuss zu vermeiden, lautet die Lösung, die Schweißnähte der laserzuschneidenden Rohre nach ihrer Beladung in die Maschine zu erkennen. Die Rohrlaser der BLM GROUP ermöglichen das mit einer Active Weld genannten optischen Einrichtung, die im Schneidbereich installiert ist.
Möchten Sie nicht nur wissen, wie Sie Rohre schweißen, sondern auch mehr über die innovativen Schweißtechnologien erfahren, die den Markt revolutionieren? Dann könnten die Roboter-Laserschweißzellen der BLM GROUP für Sie interessant sein.
 WBeim Laserschneiden von Quadratrohren aus sortierten Bündeln lassen sich die Rohre im Beladesystem des Rohrlasers vorab ausrichten.
WBeim Laserschneiden von Quadratrohren aus sortierten Bündeln lassen sich die Rohre im Beladesystem des Rohrlasers vorab ausrichten.
So erkennt das Active Weld-System die Schweißnähte der Rohre
Die beladenen Rohre werden beleuchtet, um die Schweißnähte - wahlweise innerhalb oder außerhalb der Rohre – so hervorzuheben, dass eine Kamera ihre Position automatisch erkennen kann. Die Informationen werden an die CNC-Steuerung geschickt, die die erkannten Daten mit den Informationen vergleicht, die im Teileprogramm gespeichert sind (oder vom Bediener an der Konsole eingestellt wurden).
Die Maschine dreht die Rohre später so, dass die Aufträge jeweils mit den in der Programmierung eingestellten Winkeln starten. Die gleichen Winkel werden für alle weiteren Rohre der Bündel verwendet. Nur so lässt sich sicherstellen, dass alle Teile gleich aussehen und die Schweißnähte jeweils in dieselbe Richtung zeigen.
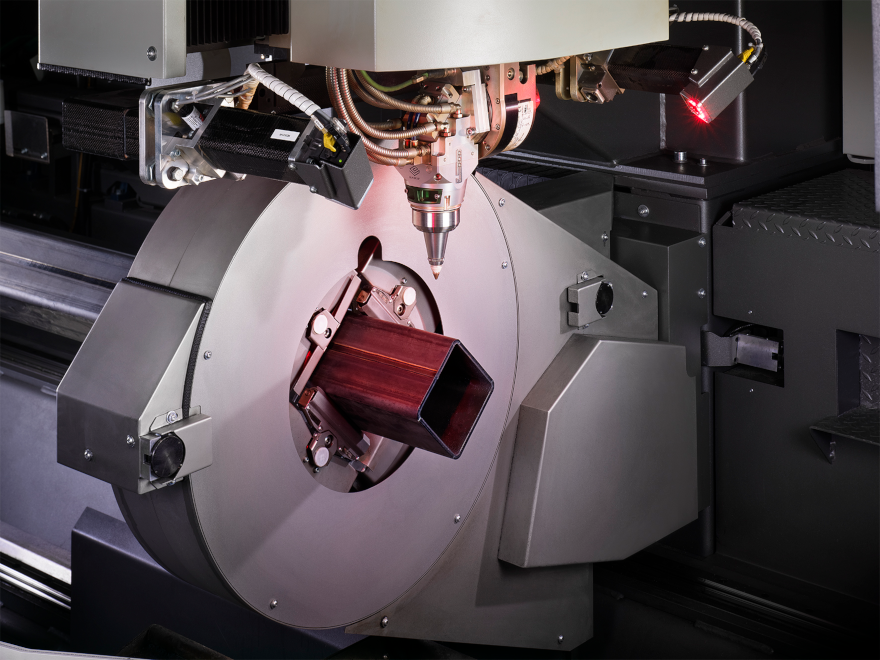 Die Rohre werden am Ende des Beladungsprozesses beleuchtet, um die Schweißnähte hervorzuheben.
Die Rohre werden am Ende des Beladungsprozesses beleuchtet, um die Schweißnähte hervorzuheben.
Sind die Schweißnähte nur schwach erkennbar oder weisen die Rohre mehrere Markierungen auf, die das automatische Erkennungssystem irreführen könnten, haben die Maschinenführer die Möglichkeit, zunächst einen Lernprozess zu aktivieren.
Die von der Active Weld-Kamera aufgenommenen Bilder sind auf dem Monitor der Konsole zu sehen. Nun lässt sich der Schweißbereich jeweils auf dem ersten Rohr der Bündel definieren, insbesondere seine Breite, der Kontrast und die zugewiesene Zuversichtsstufe, womit jegliche Unsicherheit eliminiert wird.
Das System sucht auf allen anderen Rohren nach demselben Muster, ohne dass ein weiteres Eingreifen des Maschinenführers erforderlich ist, solange die erkannte Zuversichtsstufe über dem vorbestimmten Wert liegt. Stellt das Erkennungssystem eine Zuversichtsstufe unterhalb der festgelegten Mindestwerts fest, fordert die Maschine ihren Bediener auf, die Schweißnaht erneut visuell zu bestätigen.
Dieser interaktive Modus verhindert, dass die Maschine Teile mit falscher Ausrichtung produziert.
Entdecken Sie die Lösungen der BLM GROUP für die Optimierung des Nestings im Rohrlaserschneiden
Wann müssen Sie die Schweißnähte für die Rohrverarbeitung erkennen?
Da Sie nun wissen, dass es diese Lösung gibt und sie zuverlässig funktioniert, wollen wir uns nacheinander die häufigsten Fälle ansehen, in denen Schweißnähte erkannt werden müssen:
Alle Teile sind gleich
Um die Wiederholbarkeit produzierter Teile zu gewährleisten, müssen alle Rohre mit der:
- Schweißnaht in der gleichen Positionn;
- bei Quadrat- und Rechteckrohren mit derselben Fläche in derselben Ausgangsposition;
- bei Rundrohren im gleichen Ausgangswinkel (z. B. Schweißnaht stets 90° zum ersten Schnitt) verarbeitet werden.
Breite Schweißnähte
Die technischen Parameter des Lasers, die von der Maschine automatisch so gewählt werden, dass sie für die Nenndicke der Rohre optimal sind, sind beim Schneiden quer zur Schweißnaht eventuell nicht effektiv.
Das kann zur Folge haben, dass die Späne nicht ausgetragen oder die Teile bei Auftragsende nicht abgetrennt werden. Das würde zu einer Unterbrechung des automatischen Zyklus führen und ein manuelles Ablösen vom Rest des Rohres erfordern.
 Ein mit einem Rohrlaser geschnittenes Rohr mit ausgeprägter Schweißnahtbreite.
Ein mit einem Rohrlaser geschnittenes Rohr mit ausgeprägter Schweißnahtbreite.
Um diese Probleme - insbesondere das zweite - zu lösen, kann der Bediener manuell eine höhere Laserleistung einstellen, die dann für den gesamten Auftrag verwendet werden muss, da die Position der Schweißnaht unbekannt ist. Infolgedessen wird mehr Wärme auf das Werkstück übertragen und das Risiko von Verbrennungen nimmt zu.
Kennt die Maschine jedoch die Position der Schweißnaht, kann sie die Parameter des Lasers lediglich an der breitesten Stelle anpassen, die Standardparameter für den Rest des Schnitts beibehalten und so die bestmögliche Laserschnittqualität erzielen. Das Teil wird sich stets ablösen. Der Prozess wird zuverlässig und unterbrechungsfrei ausgeführt.
Optische Anforderungen
Wollen Sie Schweißnähte verbergen, weil Rohre nicht lackiert werden und damit sichtbar bleiben, können Sie die Rohre so ausrichten, dass die Schweißnähte auf den verborgenen Seiten der Rohre bleiben.
Mechanische Stabilität
Geschweißte Bereiche sind thermisch verändert. Das heißt, sie weisen eine andere mechanische Festigkeit auf als die anderen Bereiche der Rohre. Das ist auf die während der Schweißphase übertragene Wärme (Anlassen) zurückzuführen. Der Unterschied führt zu einer Asymmetrie im mechanischen Verhalten der Rohre, die die Ergebnisse der Bearbeitung verändern kann.

Wie die Schweißnaht in einer Rohrbiegemaschine erkannt wird
Auch im Rohrbiegen ist es wünschenswert, wenn nicht sogar erforderlich, die Positionen der Schweißnähte zu berücksichtigen. Auch hier kann es aus optischen Gründen erforderlich sein, Rohre vor Beginn des Biegevorgangs richtig auszurichten. Etwa in der Möbelindustrie ist das häufig der Fall.
Zunächst ist es ratsam, die Schweißnähte nicht an den Außenseiten (an den Außenseiten der Biegungen) zu platzieren. Denn dieser Bereich der Rohre wird bei der Verformung gedehnt. Angesichts der übertragenen Wärme verändern die Schweißnähte die mechanischen Eigenschaften des Metalls: Sie härten es, was zu Rissen führen kann. Zudem ist die mechanische Festigkeit geschweißter Rohre nicht mehr gleichmäßig und symmetrisch
.
 Beim Biegen von Rohren sollten die Schweißnähte nicht auf den Außenseiten der Rohre liegen.
Beim Biegen von Rohren sollten die Schweißnähte nicht auf den Außenseiten der Rohre liegen.
Würde man die Schweißnähte willkürlich positionieren, würde dies – je nachdem, wie die Rohre beladen werden – zu unterschiedlichen Rückfederungseffekten führen (sofern die Rohre nicht neu positioniert werden). Das wiederum würde die Wiederholbarkeit des Biegeprozesses beeinträchtigen. Folglich müssen die Schweißnähte systematisch und konsistent erkannt und positioniert werden.
Das Verfahren ähnelt dem, wie es bereits für Rohrlaser beschrieben wurde. Auch hier soll sichergestellt werden, dass die Schweißnähte die gewünschte Ausrichtung haben (insbesondere bei Rundrohren). Fehler können stets auftreten. Deshalb sollte ein Sensor in der Nähe des Biegekopfes eingesetzt werden.
Der optische Sensor für die Schweißnahterkennung wird vor Beginn des Rohrbiegeprozesses aktiviert. Er erkennt die Positionen des Farbwechsels auf den unter ihm rotierenden Rohren. Das gilt insbesondere für dunkle Schweißnähte auf hellen Rohren, wie es für Edelstahl typisch ist, oder für helle Schweißnähte auf dunklen Profilen, wie sie häufiger bei Rohren aus Baustahl vorkommen.
Sobald die Schweißnähte erkannt wurden, dreht die Rohrbiegemaschine die Rohre in die richtige Ausgangsposition.
Dieser Ansatz funktioniert, wenn die Schweißnähte auf den Außenseiten der Rohre sichtbar sind. Sind die Schweißnähte nur auf den Innenseiten sichtbar, kann der Maschinenführer die Rohre auf ihren Außenseiten markieren, indem er jeweils Linien nachzeichnet. Dies ist zwar nur eine Behelfslösung. Doch sie erfüllt sowohl die technischen als auch die optischen Anforderungen, ohne die Produktivität der Maschine übermäßig zu beeinträchtigen.
 Der optische Sensor für die Schweißnahterkennung wird vor dem Beginn des Rohrbiegeprozesses aktiviert.
Der optische Sensor für die Schweißnahterkennung wird vor dem Beginn des Rohrbiegeprozesses aktiviert.
So werden die Positionen der Schweißnähte beim Erstellen der Teileprogramme bestimmt
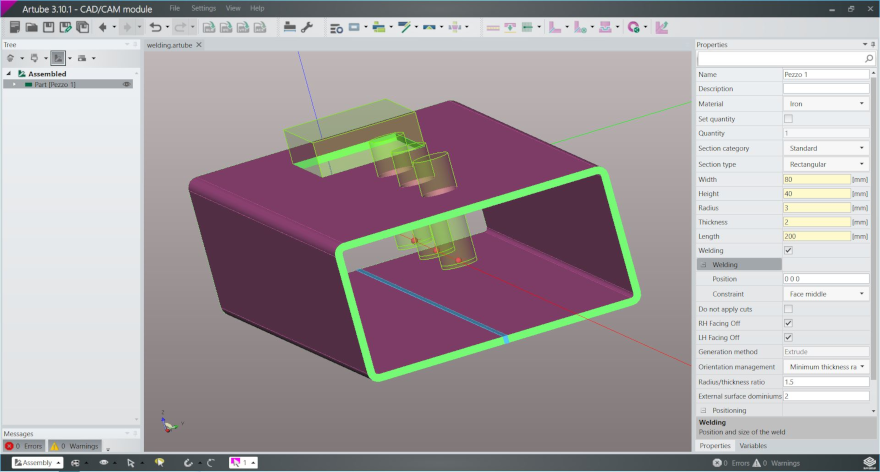
Die Zuweisung der Positionen ist mit der grafischen 3D-CAD/CAM-Programmier-Software ArTube und VGP3D einfach. Sie ist sowohl für Rohrlaser als auch für Rohrbiegemaschinen der BLM GROUP verfügbar.
Die Maschinen der BLM GROUP stellen ihren Bedienern für alle Rohrbearbeitungsprozesse leicht verständliche und eindeutige grafische Hilfen zur Verfügung. Über das Schweißnaht-Management hinaus gilt das beispielsweise auch für das Schneiden von Geometrien und die Planung des Biegeprozesses. In der Vorschau werden die Werkstücke vollständig und mit der gewünschten Ausrichtung sichtbar gemacht – einschließlich der Schweißnähte in den gewünschten Positionen.
 Die Zuweisung der Positionen ist mit der grafischen 3D-CAD/CAM-Programmier-Software ArTube und VGP3D einfach. Sie ist sowohl für Rohrlaser als auch für Rohrbiegemaschinen der BLM GROUP verfügbar.
Die Zuweisung der Positionen ist mit der grafischen 3D-CAD/CAM-Programmier-Software ArTube und VGP3D einfach. Sie ist sowohl für Rohrlaser als auch für Rohrbiegemaschinen der BLM GROUP verfügbar.
Die Maschine empfängt die Informationen, aktiviert die Erkennungsvorrichtung am Anfang jeder neuen Stange und stellt die erforderliche Ausrichtung während der Teilekonstruktion binnen Sekunden ein.
Das alles schließt Bedienerfehler aus, verhindert Ausschuss sowie die Produktion fehlerhafter Teile und stellt eine zuverlässige Herstellung aller Teile der einzelnen Aufträge sicher.
Darüber hinaus lassen sich die Positionen der Schweißnähte mit der grafischen Oberfläche in wenigen, einfach geführten Schritten an der Maschine einstellen.
Schlussfolgerungen
Die Erkennung der Schweißnähte ist eine der vielen Funktionen der Systeme der BLM GROUP. Sie ist das Ergebnis tausender Installationen und jahrzehntelanger Optimierung in allen Bereichen und mit allen Arten von Rohren. Diese Erfahrung in der Rohrbearbeitung schlägt sich in Zuverlässigkeit und Produktivität nieder – den beiden wichtigsten Aspekten für Kunden, die wettbewerbsfähig bleiben wollen.